










| 产品特性皇润超声波 | 是否进口否 |
| 产地上海 | 品牌皇润超声波 |
| 型号20K | 材质铝合金 |
| 加工定制是 | 类型超声波焊机焊头 |
| 规格套 | 工作温度-40-40℃ |
| 长度200 | 焊接电流10A |
| 净重5Kg | 熔点280℃ |
| 适用范围塑料焊接 | 助焊剂含量10 |
| 焊丝直径5mm |







¥1888.00
¥1.7万
¥888.00
¥888.00
¥888.00

 扫一扫 微信联系
扫一扫 微信联系
¥888.00
¥888.00
¥888.00
¥888.00
| 产品特性皇润超声波 | 是否进口否 |
| 产地上海 | 品牌皇润超声波 |
| 型号20K | 材质铝合金 |
| 加工定制是 | 类型超声波焊机焊头 |
| 规格套 | 工作温度-40-40℃ |
| 长度200 | 焊接电流10A |
| 净重5Kg | 熔点280℃ |
| 适用范围塑料焊接 | 助焊剂含量10 |
| 焊丝直径5mm |
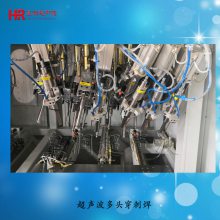
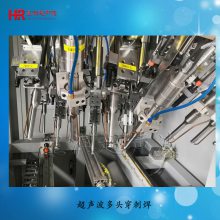
20K超声波工具头 超声波治具可以自己做吗
超声波手焊机原理及使用 超声波手焊机适用性广,具有点钻及点焊功能,操作简单,携带方便,体积小不占空间;是众多厂家喜爱的小型设备之一。浅谈初次使用超声波手焊机的认识及使用方法,总结以下几点: 一、首先要了解超声波手焊机结构原理: 机械部分: 1.优进口超声波换能器,功率强劲,稳定性好。 2.整机设计精巧,体积小不占空间。 3.500W比普通他厂产品功率大,出力强。 4.主要零部件优进口件组装。 5.噪音轻微,工作环境环保。 频率:35KHZ,电压: 220V,功率: 500W,外观尺寸: 400*290*120mm 重量:15KG,点焊大小:直径1-8mm,点钻大小:直径1-5mm 超声波手焊机 二、其工作特点: 快速----每次焊接时间0.01—9.99秒。 强度----可承受足够拉力。 品质----焊接效果精美。 经济----不用胶水、节省材料人工。 指拨熔接时间,方便直观,易懂易学。 超声波手焊机 三、其实次是安装事项: 1、将电缆的一端接到发振筒上输出控制电缆接头,另一端接到电箱背面的输出控制电缆插座上,并旋紧。 2、将焊头的连接面擦净,连接在发振筒的换能器上,并用扳手锁紧。注意:连接时,必须确保焊头与换能器间两个连接面吻合,并锁紧。不可因连接螺丝过长或滑牙无法锁紧的现象,否则产生声波传递不畅而导致本机损坏。 3、装卸焊头时必须使用两支扳手将焊及换能器分别卡住,不得只卡其中一个部分锁紧或装卸,以免导致手提发振筒的损坏。 4、检查1、2点安装妥当后,将电源线插座插在外接电源插座上,并扳动电源开关,这时电源指示灯亮。 5、轻压声波控制开关,这时能听到声波传递到焊头时焊头发出的“吱吱”声,说明本机工作正常,即可投入使用。 6、机在工作出现异常时,切勿私自拆开设备,请通知供货商或将设备寄到生产商检查维修。 后需要注意几点使用事项: 1、超声直接使用220v市电,故通电前应将本机体妥善接地,接地电阻应小于4欧姆。 2、市电电压变化大于10%时,应给本机装设交流稳压器,确保超声波焊接机,安全运作。 3、通电后,切勿将手置于上焊模下方,避免高频振动与高压损伤。 4、超声波发声时,不得使上焊模接触到下焊模、夹具及工作台,以避免机件损坏。 5、超声波焊接前切记必须先做音波检测,尢其更换焊模,此操作更不可疏忽. 6、焊模设计、加工、调校、否则会损坏焊机的超声换能系统。 7、气动系统为塑料制品,所施加的的外气源压力要求不应大于0.5Mpa,否则会引破或引致烧机。 8、超声波焊接时频率下降会产生可闻噪声,建议长期操作者应配戴护耳器
如何才能使超声波焊接打到水密气密要求 需要满足什么条件,超声波焊接的产品才能达到密封防水防气的要求: 我们要求超声波焊接机在焊接产品要达到达到水、气密的密封性时,与超声波导熔线是成败的重要关键,所以在产品设计时的考虑,如:、材质、肉厚与超声波导熔线的对应比 例有的关系。在一般水、气密的要求,导熔线高度应在0.5~0.8m/m之范围(视产品肉厚而定),如低于0.5m/m以下,要达到水气密的功能,除非设定要非常标准,而且肉厚有5m/m以上,否则效果不佳。 一般要求水气密的产品其与超声波导熔线的方式如下: 斜切式:适合水密性及大型产品之熔接,接触面角度=45度;,x=w/2,d=0.3~0.8mm为佳 阶梯尖式:适合水密性及防止外凸或龟裂之方法,接触面的角度=45度;,x=w/2,d=0.3~0.8mm为佳。 峰谷尖式:适合水密性且高强度熔接,d=0.3~0.6mm内侧接触面之高度h依形状大小而有变化,但h约在1~2mm左右以上三种为水气密超声波导熔线设计法。
20K超声波工具头 超声波治具可以自己做吗
如何改善超声波的焊接效果,超声波焊接常见质量问题解决方案 超声波焊接大致上由超声波机、超声波参数、超声波夹具和产品四个基本元素构成。对于超声波焊接生产中常见的工艺问题,我们可以通过以下几点来进行改善。 (1)改善超声波焊接夹具 超声波焊接夹具主要起及承载的作用对于具有复杂三维曲面形状及加工精度要求高的产品,对超声波夹具的加工精度则有较高的要求。焊接夹具与被焊接的产品的角度或弧度不吻合时易造成产品焊接后发生变形一般夹具材料为铝合金,夹具按待焊产品仿形加工后,还需要通过微调来改变夹具的固有频率,使其频率与超声波焊接机配合使用时焊接效果较佳,此类夹具一般需委托超声波焊接机厂家或声学研究所加工 超声波焊接模具 易震裂、震断的产品,焊接夹具宜采用软性树脂或覆盖软木塞等缓冲设计。不易震断的产品,通过对超声波焊接夹具表面处理可以提升焊接质量。 (2)调节超声波焊接条件 超声波作业的条件是指机器的输出功率、压力、焊接时间、硬化时间、延迟时间等诸元素的设定通过优化超声波作业的条件往往能获得理想的焊接效果。 在实施超声波焊接时,如果压力太大,气缸下降缓冲太快,易把超声波焊接线压平,虽然产品看似己经密合,但因焊接线己经受挤压而下陷,失去了焊接效果,形成塑料零件面与面的强迫焊接,而非三角形点的导引焊接,所以产生焊接假象。 超声波参数 (3)优化超声波焊接线 产品焊接线设计不合理,产品在超声波焊接过程中因受到压力而发生滑移,从而造成产品偏位或者,焊接线在设计时可能没问题,但由于焊接线部位的加工精度不足,导致尺寸不一也可能发生此类问题故在模具加工时至少要求焊接线对称,高度一致要使产品达到外观的功能时,与超声波焊接线是成败的重要关键。
如何才能使超声波焊接打到水密气密要求 需要满足什么条件,超声波焊接的产品才能达到密封防水防气的要求: 我们要求超声波焊接机在焊接产品要达到达到水、气密的密封性时,与超声波导熔线是成败的重要关键,所以在产品设计时的考虑,如:、材质、肉厚与超声波导熔线的对应比 例有的关系。在一般水、气密的要求,导熔线高度应在0.5~0.8m/m之范围(视产品肉厚而定),如低于0.5m/m以下,要达到水气密的功能,除非设定要非常标准,而且肉厚有5m/m以上,否则效果不佳。 一般要求水气密的产品其与超声波导熔线的方式如下: 斜切式:适合水密性及大型产品之熔接,接触面角度=45度;,x=w/2,d=0.3~0.8mm为佳 阶梯尖式:适合水密性及防止外凸或龟裂之方法,接触面的角度=45度;,x=w/2,d=0.3~0.8mm为佳。 峰谷尖式:适合水密性且高强度熔接,d=0.3~0.6mm内侧接触面之高度h依形状大小而有变化,但h约在1~2mm左右以上三种为水气密超声波导熔线设计法。
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91310113MA1GN6M13M |
|---|---|---|---|
| 成立日期 | 2018-12-24 | 法定代表人/负责人 | 苏建锋 |
| 注册资本 | 500万(元) | 注册地址 | 上海市宝山区杨泰路196号1幢1433E |
| 营业期限 | 2018-12-24 至 2038-12-23 | 登记机关 | 宝山区市场监督管理局 |
| 经营范围 | 从事超声波技术领域内的技术开发、技术转让、技术咨询;普通机械设备及配件、模具、五金制品的加工(限分支机构经营)、销售;普通机械设备的维修。 【依法须经批准的项目,经相关部门批准后方可开展经营活动】 | ||
¥888.00
¥888.00
¥1.7万
¥1.7万
¥888.00
¥888.00
¥888.00
¥1.7万
