










| 产品特性皇润超声波 | 是否进口否 |
| 产地上海 | 品牌皇润超声波 |
| 型号20K | 材质铝合金 |
| 加工定制是 | 类型超声波焊机焊头 |
| 规格套 | 工作温度-40-40℃ |
| 长度200 | 焊接电流10A |
| 净重5Kg | 熔点280℃ |
| 适用范围塑料焊接 | 助焊剂含量10 |
| 焊丝直径5mm |






¥1.7万
¥888.00
¥888.00
¥888.00
¥888.00

 扫一扫 微信联系
扫一扫 微信联系
¥888.00
¥888.00
¥888.00
¥888.00
| 产品特性皇润超声波 | 是否进口否 |
| 产地上海 | 品牌皇润超声波 |
| 型号20K | 材质铝合金 |
| 加工定制是 | 类型超声波焊机焊头 |
| 规格套 | 工作温度-40-40℃ |
| 长度200 | 焊接电流10A |
| 净重5Kg | 熔点280℃ |
| 适用范围塑料焊接 | 助焊剂含量10 |
| 焊丝直径5mm |
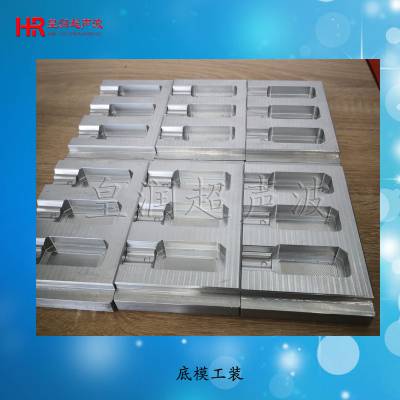
供应上海嘉定地区超音波模头 超音波熔接模头有哪些重要参数
如何改善超声波的焊接效果,超声波焊接常见质量问题解决方案 超声波焊接大致上由超声波机、超声波参数、超声波夹具和产品四个基本元素构成。对于超声波焊接生产中常见的工艺问题,我们可以通过以下几点来进行改善。 (1)改善超声波焊接夹具 超声波焊接夹具主要起及承载的作用对于具有复杂三维曲面形状及加工精度要求高的产品,对超声波夹具的加工精度则有较高的要求。焊接夹具与被焊接的产品的角度或弧度不吻合时易造成产品焊接后发生变形一般夹具材料为铝合金,夹具按待焊产品仿形加工后,还需要通过微调来改变夹具的固有频率,使其频率与超声波焊接机配合使用时焊接效果较佳,此类夹具一般需委托超声波焊接机厂家或声学研究所加工 超声波焊接模具 易震裂、震断的产品,焊接夹具宜采用软性树脂或覆盖软木塞等缓冲设计。不易震断的产品,通过对超声波焊接夹具表面处理可以提升焊接质量。 (2)调节超声波焊接条件 超声波作业的条件是指机器的输出功率、压力、焊接时间、硬化时间、延迟时间等诸元素的设定通过优化超声波作业的条件往往能获得理想的焊接效果。 在实施超声波焊接时,如果压力太大,气缸下降缓冲太快,易把超声波焊接线压平,虽然产品看似己经密合,但因焊接线己经受挤压而下陷,失去了焊接效果,形成塑料零件面与面的强迫焊接,而非三角形点的导引焊接,所以产生焊接假象。 超声波参数 (3)优化超声波焊接线 产品焊接线设计不合理,产品在超声波焊接过程中因受到压力而发生滑移,从而造成产品偏位或者,焊接线在设计时可能没问题,但由于焊接线部位的加工精度不足,导致尺寸不一也可能发生此类问题故在模具加工时至少要求焊接线对称,高度一致要使产品达到外观的功能时,与超声波焊接线是成败的重要关键。
铜螺母超声波埋植工艺设计要求: 1、金属件能平稳地安放在塑料孔内.一般金属件做成斜形件,塑料孔做成台阶、直、或斜形。在塑料孔顶部的位置要比金属件的底大0.1-0.2mm。便于金属件的安放。***加工前金属件稳妥放置,并保持垂直。 2、安装孔的底部与底部塑料应有R≥0.2mm,***安装孔的强度。 3、安装孔直径应比埋插金属件小,埋插过程中塑料的熔接量一定要大于至少等于金属边位固定纹路所需塑料量。另金属边固的纹路要够粗、够大,以***强度。 4、塑料孔底部应留下空余位1-3mm,用于熔融塑料的走位。 5、为***扭力和强度,安装孔壁的厚度必须不小于 1.5mm,或者大于2mm。 埋插过程中出现埋插件摆动的情况,可通过如下方式解决: ①减小超声波能量,即将振幅降低。 ②下降速度和压力减小。另外,埋插过程中,金属表面会有小部分擦伤痕迹。埋插过程中一般允许金属表面比塑料表面高0.1mm。所以埋插过程中支持面应是金属表面,所以金属件表面设计一个较大平面支撑以***垂直及平衡。 埋插的强度根据设计和塑料不同而有所不同。
上海嘉定超音波模头 超音波熔接模头有哪些重要参数
超声波焊接中有一个关键性的公式:E = P* T,其中E为能量,P为功率,T为时间。而功率为力和速度共同作用的结果,即P≈F*V,其中F为力,V为速度。而力来自压力和下降速度。而速度来自频率和振幅。 振幅的定义是指焊头的端面在焊接时在长度方向上从一个端到一个端之间的距离。如图2所示。它对超声波焊接工艺的影响比较大,在焊接面之间所产生的热量和振幅的平方存在关系。所以,振幅增加一点或减少一点所产生的影响比其它参数所产生的影响要大,因为焊接的结果被振幅的平方所放大,而比普通的增长影响要大。 可以通过计算换能器、调幅器和焊头对振幅的放大系数来得到(放大系数为振幅的输出和输入的比值)。可以通过把换能器的振幅乘上调幅器和焊头的放大系数来得到焊接模块的终振幅。即:输出振幅(焊接振幅)=换能器基础振幅*调幅器放大系数*焊头放大系数。使用调幅器,后的振幅为20微米*2.5*2=100微米。如果使用绿色调幅器,振幅为60微米。 不同的材料和焊接工艺,需要不同的振幅。需要注意的是下面为20KHz时的振幅经验数据,当频率不同时需要进行转换。 40KHz在经验数据0.6,比如ABS在使用20KHz时所需的振幅为40微米,那在40KHz时为40X0.6=24微米。 30KHz在经验数据乘0.8。 15KHz在经验数据乘1.2。
超声波换能器原理与设计(超声波振动系统)匹配 ??摘要:就塑料焊接机的超声 波换能器系统进行设计和计算,并用PRO- E 三维软件绘出三维模型, 后进行频率 分析,为超声波换能系统提供了有用的设计方法。 关键词:超声波换能器,超声 波振子,超音波振动子,超声波振动系统 ??当代社会,塑料的各种制品已渗透到 人们日常生活的各个领域。传统的加工工艺,已不能适应现代塑料工业的发展需要 。超声波塑料焊接机在焊接塑料制品时,既不要填加任何粘接剂、填料或溶剂,也 不消耗大量热源,具有操作简便、焊接速度快、焊接强度高、生产效率等优点。 因此,超声波焊接技术越来越很广地获得应用。超声换能系统通常包括超声波换能 器和超声波变幅杆,是进行超声焊接加工的基础组件,而良好的超声换能器是*** 超声焊接加工的前提条件。 2.1超声波换能器的设计 ??超音波塑料焊接机工作时 ,加工塑料工件需要的是高频率的纵向振动,使得工件的上下模上下高频振动熔化 焊接层,得到焊接效果。因此选择换能器的种类,是纵向复合式换能器,结构简单 。首尾两块是金属盖板;中间是压电陶瓷晶堆,一般是纵向极化的带圆孔片或圆管 ,也可以是径向极化的圆管;一根应力螺杆将这3 部分紧紧压牢。
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91310113MA1GN6M13M |
|---|---|---|---|
| 成立日期 | 2018-12-24 | 法定代表人/负责人 | 苏建锋 |
| 注册资本 | 500万(元) | 注册地址 | 上海市宝山区杨泰路196号1幢1433E |
| 营业期限 | 2018-12-24 至 2038-12-23 | 登记机关 | 宝山区市场监督管理局 |
| 经营范围 | 从事超声波技术领域内的技术开发、技术转让、技术咨询;普通机械设备及配件、模具、五金制品的加工(限分支机构经营)、销售;普通机械设备的维修。 【依法须经批准的项目,经相关部门批准后方可开展经营活动】 | ||
¥888.00
¥1.7万
¥1.7万
¥888.00
¥888.00
¥888.00
¥1.7万
¥888.00
