










| 产品特性特威德品牌 | 是否进口否 |
| 产地上海 | 品牌特威德 |
| 型号SONIC1530 | 工作台移动范围100mm |
| 焊接压力5g | 输入电压220V |
| 频率15000Hz | 额定输入电源容量220KVA |
| 额定输入电流15A | 空载输出电压24V |
| 额定负载持续率100% | 输出电流调节范围100V |
| 功率2800W | 效率10% |
| 功率因素15 | 绝缘等级4 |
| 外壳防护等级6 | 用途焊接 |
| 材料及附件焊材 | 电流交流 |
| 作用原理逆变 | 外形尺寸500*600*1200mm |
| 净重95Kg | 焊咀对地电压24mv |
| 套装超声波配套 |



¥28.89万
¥25万
¥1.89万
¥1888.00
¥25万

 扫一扫 微信联系
扫一扫 微信联系
| 产品特性特威德品牌 | 是否进口否 |
| 产地上海 | 品牌特威德 |
| 型号SONIC1530 | 工作台移动范围100mm |
| 焊接压力5g | 输入电压220V |
| 频率15000Hz | 额定输入电源容量220KVA |
| 额定输入电流15A | 空载输出电压24V |
| 额定负载持续率100% | 输出电流调节范围100V |
| 功率2800W | 效率10% |
| 功率因素15 | 绝缘等级4 |
| 外壳防护等级6 | 用途焊接 |
| 材料及附件焊材 | 电流交流 |
| 作用原理逆变 | 外形尺寸500*600*1200mm |
| 净重95Kg | 焊咀对地电压24mv |
| 套装超声波配套 |
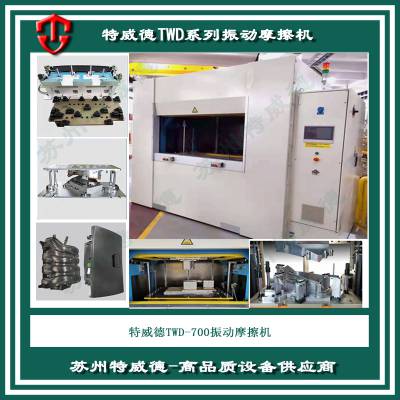
振动摩擦塑料焊接机与4200W超声波塑料焊接机如何选择
尼龙加玻纤(PA+GF)超声波焊接工艺 本文介绍一款汽车配件用超声波焊接遇到的问题和处理方法,该产品用尼龙PA66加30%GF玻璃纤维注塑,在尼龙中添加玻璃纤维、增韧剂等共混资料的力学性能,结果标明随玻纤含量的添加,塑胶的拉伸强度、弯曲强度有大幅度的进步,冲击强度则较为复杂,增韧剂添加,塑胶的韧性大幅度的进步。尼龙属于半结晶聚合物,该聚合物分子排列有序,有明显的熔点和再度凝固点,固态的半晶体聚合物有弹性,能够吸收高频机械振动,不宜于超声波震动的能量传输,需要大功率的超声波焊接机强劲的振幅和能量,才能的达到一个狭窄的温度范围进行有效将焊接面熔化并瞬间凝固成型。 这款产品要求防尘防水密封等级比较高,这种比较难焊接的材质,超声波焊线至少做到0.5MM以上,超声波焊接线采用凸凹槽的设计方法,方便产品,避免焊接后溢胶。对于较大的产品,因为注塑时很难控制尺寸误差和扭曲变形,导致超音波熔接生产作业时产品尺寸不一致,超声波模具需要放大尺寸才可以确保每个产品焊接的一致性。空气压力需要达到6mpa,利用模具穴位靠压力实现塑胶之间的接触面均匀吻合。调节到提前发震模式,避免压力过大影响超声波能量输出。保压时间需要提高到5秒以上,才能预防因为产品本身变形的因素导致不能够凝固成型。
如何改善超声波焊接机的产品焊接效果 要控制超声波塑焊机的焊接质量一定要了解超声波塑焊机在焊接过程中较容易发生的质量问题,再针对性解决,熟练操作后,就能自由控制了,先介绍一下超声波焊接在生产中易出现的质量问题种类: 在超声波焊接实际生产中,尤其对于手机等对外观,性能等均要求品质的个人消费用品,质量依然是较难控制的一个问题。总结以往的经验发现通常较容易发生的一些质量问题有:强度低、产品表面产生伤痕或裂痕、制品产生扭曲变形或自色状、产品内部零件破坏或者受挤压而偏位变形、产品产生毛边、产品焊接后尺寸无法控制公差内、产品偏位、超声波焊接后无法达到水气密封性能要求。
徐州塑料熔接机 超声波焊接机器常见故障
20K2000W超声波焊接机 超声波焊接后产品内部电子元器件损坏的解決方法: 1.提早超声波发振时间(避免接触发振); 2.降低压力、减少超声波焊接时间(降低强度标准); 3.减少机台功率段数或小功率机台; 4.降低超音波模具扩大比; 5.底模受力处垫缓冲橡胶; 6.底模与制品避免悬空或间隙; 7.HORN(上模)掏孔后重测频率; 8.上模掏空后贴上富弹性材料,如等。
超声波模具损坏的原因 塑胶制品在用超音波塑胶熔接机焊接时需要做相应的超声波夹具,模具分为上模和下模,下模主要起固定作用,模具穴内做光滑,避免塑胶刮伤,上模不仅要做和超声波焊接机相同的频率,还要考虑塑胶制品的材质,熔点来设计模具的振幅,设计超声波模具的振幅作用就是增强机器的功率。产品容易焊接的振幅会适当的做小一点,振幅越大模具寿命越短,振幅做的太小,设备功率不足的情况下,有些比较难焊接的材质就会因为焊接时间太长导致塑胶制品表面。
振动摩擦焊接机焊接注意事项
1、关闭机床电控总开关,关闭电控柜空气开关。
2、清洁机床,按设备润滑图表或注油点进行注油。
3、开机前,按设备润滑图表注油,检查油标油位或注油点。
4、操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。
5、在调整状态下,调节滑台、刀架移动速度和距离。
6、操作者必须经过培训、考试或考核合格后,持证上岗。
7、检查主轴箱润滑、离合、制动,低速转动主轴。
8、停机前复位,关闭主轴电机,待主轴停转后,关闭油泵电机。
9、快进、快退不能调得太快,防止发生危险,皮带张紧要适当,防护罩须锁紧。
10、严禁穿拖鞋、凉鞋、半短裤操作,以防铁屑,严禁戴手套操作。
11、启动油泵电机,弹性夹头夹紧工件,调节液压系统压力、工作压力、夹紧压力,顶锻压力,检查主轴箱润滑。
12、飞边切前量应由小到大,工进要适当。
13、清洗油要及时处理,回火油不能装得太满,放、取料应小心。
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91310113MA1GN6M13M |
|---|---|---|---|
| 成立日期 | 2018-12-24 | 法定代表人/负责人 | 苏建锋 |
| 注册资本 | 500万(元) | 注册地址 | 上海市宝山区杨泰路196号1幢1433E |
| 营业期限 | 2018-12-24 至 2038-12-23 | 登记机关 | 宝山区市场监督管理局 |
| 经营范围 | 从事超声波技术领域内的技术开发、技术转让、技术咨询;普通机械设备及配件、模具、五金制品的加工(限分支机构经营)、销售;普通机械设备的维修。 【依法须经批准的项目,经相关部门批准后方可开展经营活动】 | ||
¥27万
¥1888.00
¥1888.00
¥1888.00
¥1.89万
¥1888.00
¥1.89万
¥1.89万
