










| 产品特性振动焊接 | 是否进口否 |
| 产地上海 | 品牌特威德 |
| 型号20K | 材质铝合金 |
| 加工定制是 | 类型超声波焊机焊头 |
| 规格套 | 工作温度-40-40℃ |
| 长度200 | 焊接电流10A |
| 净重5Kg | 熔点280℃ |
| 适用范围塑料焊接 | 助焊剂含量10 |
| 焊丝直径5mm |


¥1.89万
¥1.89万
¥1888.00
¥1888.00
¥1888.00

 扫一扫 微信联系
扫一扫 微信联系
¥1888.00
¥1888.00
¥1888.00
¥1888.00
| 产品特性振动焊接 | 是否进口否 |
| 产地上海 | 品牌特威德 |
| 型号20K | 材质铝合金 |
| 加工定制是 | 类型超声波焊机焊头 |
| 规格套 | 工作温度-40-40℃ |
| 长度200 | 焊接电流10A |
| 净重5Kg | 熔点280℃ |
| 适用范围塑料焊接 | 助焊剂含量10 |
| 焊丝直径5mm |
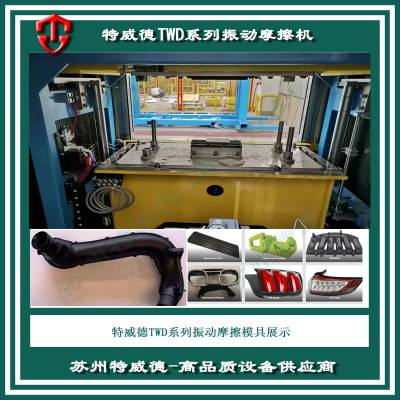
特威德TWD振动摩擦模具定制 15K钛合金超声波焊头
超声波模具设计-超声波焊接模具应用解析 首先我们来说说超声波焊接机焊头、变幅杆均被设计为一个工作频率的半波长谐振体,在工作状态下,两个端面的振幅很大,应力,而相当于中间位置的节点振幅为零,应力很大。节点位置一般设计为固,但通常的固设计时厚度要大于3mm,或者是凹槽固定,所以固并不是一定为零振幅,这样就会引致一些叫声和一部分的能量损失,对于叫声通常用橡胶圈同其它部件隔离,或采用隔声材料进行,能量损失在设计振幅参数时予以考虑。 超声波焊接机焊接通常会在焊接位表面,底座表面设计网纹,网纹设计的目地在于防止金属件的滑动,尽可能将能量传递到熔接位。网纹设计一般有方形、菱形、条形网纹。黄金手饰等金属包覆焊头与底座根椐要求不能设计纹路,网纹的大小与深浅根据具体的焊接材料要求来确定。 超声波模具因为工作于高频振动情况下,应尽量保持一个对称设计,以避免声波传递的不对称性导致的不均衡应力及横向振动(我们所用于焊接的焊头利用的是超声波振动的纵向传递,对于整个谐振系统而言),不均衡振动能导致焊头发热及断裂。超声波焊接应用于不同行业对加工精度要求是不同的,对于特别薄的工件如锂离子电池极片与极耳的焊接、金箔等的包覆等对加工精度的要求非常高,我们所有的加工设备均采用数控设备(如加工中心等),这样才能***加工出来的精度符合要求。
如何改善超声波焊接机的产品焊接效果 要控制超声波塑焊机的焊接质量一定要了解超声波塑焊机在焊接过程中较容易发生的质量问题,再针对性解决,熟练操作后,就能自由控制了,先介绍一下超声波焊接在生产中易出现的质量问题种类: 在超声波焊接实际生产中,尤其对于手机等对外观,性能等均要求品质的个人消费用品,质量依然是较难控制的一个问题。总结以往的经验发现通常较容易发生的一些质量问题有:强度低、产品表面产生伤痕或裂痕、制品产生扭曲变形或自色状、产品内部零件破坏或者受挤压而偏位变形、产品产生毛边、产品焊接后尺寸无法控制公差内、产品偏位、超声波焊接后无法达到水气密封性能要求。
特威德TWD振动摩擦模具定制 15K钛合金超声波焊头 超声波换能器工作方式 ??因加工方式和要求不同,超声波换能器的工作方式大致 可分为连续工作(花边机,CD套机,拉链机,金属焊接等)和脉冲式工作(如超声 波塑焊机),不同的工作方式对超声波换能器的要求是不同的。一般而言,连续式 工作几乎没有停顿时间,但工作电流不是很大,脉冲工作是间歇式的,有停顿,但 瞬间电流很大。平均而言,两种状态的功率都很大的。 ④ 超声波换能器型式和 大功率 ??整机厂家可能对于不同用途和目的的机器的标称功率有不同的规定,换 句话说,同样的换能器用在不同的机器上标称功率可能是不同的。为避免产生岐义 ,客户应详细说明换能器的结构型式,如柱型、倒喇叭型等,及压电陶瓷晶片的直 径和片数。 ⑤ 安装和配合尺寸 ??主要有超声波变幅杆材质,表面处理方式,形 状。超声波换能器与超声波变幅杆连接螺纹,超声波变幅杆与超声波模具连接螺纹 ,超声波变幅杆法兰盘处直径、厚度、缺口或螺孔数量和位置。
超声波换能器应用之超声波育种、超声波电子血压计、超声波遥测遥控 超声波换 能器超声波育种 对植物种子进行适当频率和强度的超声波照射, 可提高种子的发 芽率, 降低霉烂率, 促进种子的生长, 提高植物生长速度。据资料介绍, 超声波可 使某些植物种子生长速度提高2~3 倍。 超声波换能器电子血压计 利用超声波换 能器接收血管的压力, 当气囊加压紧压血管时, 因外加压力高于血管舒张压力, 超 声波换能器感受不到血管的压力; 而当气囊逐渐泄气, 超声波换能器对血管的压力 随之减小到某一数值时, 二者的压力达到平衡, 此时超声波换能器就能感受到血管 的压力, 该压力即为心脏的收缩压, 通过放大器发出指示信号, 给出血压值。电子 血压计由于取消了听诊器, 可减轻医务人员的劳动强度。 超声波换能器遥测遥控 在有度、放射性等恶劣环境中, 人们不能接近工作, 需要远地控制; 电视机, 电风 扇以及电灯等电器开关需要遥控, 都可装上超声波换能器, 通过远地发射超声波由 装在需要控制系统上的接收换能器所接收,把声信号转变成电信号使开关动作。
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91310113MA1GN6M13M |
|---|---|---|---|
| 成立日期 | 2018-12-24 | 法定代表人/负责人 | 苏建锋 |
| 注册资本 | 500万(元) | 注册地址 | 上海市宝山区杨泰路196号1幢1433E |
| 营业期限 | 2018-12-24 至 2038-12-23 | 登记机关 | 宝山区市场监督管理局 |
| 经营范围 | 从事超声波技术领域内的技术开发、技术转让、技术咨询;普通机械设备及配件、模具、五金制品的加工(限分支机构经营)、销售;普通机械设备的维修。 【依法须经批准的项目,经相关部门批准后方可开展经营活动】 | ||
¥1.89万
¥1888.00
¥1888.00
¥1888.00
¥1888.00
¥1888.00
¥1.89万
¥1888.00
