









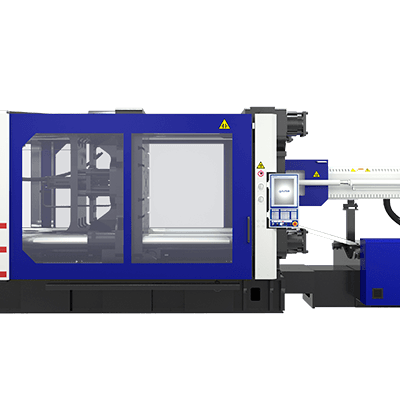
| 规格4m*1m | 30T10000T |
| 产地广东 | 新旧程度全新 |
| 联系人陈先生 | 颜色蓝色 |

面议
面议
面议
面议
面议
面议
面议
面议
面议
| 规格4m*1m | 30T10000T |
| 产地广东 | 新旧程度全新 |
| 联系人陈先生 | 颜色蓝色 |
| 企业类型 | 有限责任公司 | 统一社会信用代码 | 91440300MA5GWXUH5E |
|---|---|---|---|
| 成立日期 | 2021-07-26 | 法定代表人/负责人 | 陈莉 |
| 注册资本 | 100万(元) | 注册地址 | 深圳市龙华区民治街道上芬社区龙胜路与景龙建设路交汇处融创智汇大厦A座裙楼356 |
| 营业期限 | 2021-07-26 至 无固定期限 | 登记机关 | 深圳市市场监督管理局 |
| 经营范围 | 一般经营项目是:生物基材料聚合技术研发;医疗设备租赁;第一类医疗器械销售;化妆品零售;光学仪器销售;卫生用品和一次性使用医疗用品销售;信息技术咨询服务;计算机系统服务;社会经济咨询服务;生物基材料技术研发;技术服务、技术开发、技术咨询、技术交流、技术转让、技术推广。(除依法须经批准的项目外,凭营业执照依法自主开展经营活动);信息咨询服务(不含许可类信息咨询服务);教育咨询服务(不含涉许可审批的教育培训活动);咨询策划服务。(除依法须经批准的项目外,凭营业执照依法自主开展经营活动),许可经营项目是:医疗美容服务;计算机软硬件及外围设备制造;光学仪器制造;化妆品生产。(依法须经批准的项目,经相关部门批准后方可开展经营活动,具体经营项目以相关部门批准文件或许可证件为准);互联网信息服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动,具体经营项目以相关部门批准文件或许可证件为准) | ||
面议
面议
面议
面议
面议
面议
面议
面议
