










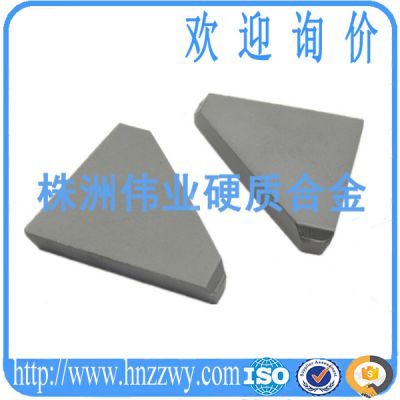
| 牌号K10 | 产地湖南株洲 |
| 主要金属含量99.9999% | 品名钨钴类硬质合金 |
| 杂质含量0.0001% | 粒度按客人要求目 |
| 品牌伟钻 |

¥340.00
¥270.00
¥320.00
¥330.00
¥360.00

 扫一扫 微信联系
扫一扫 微信联系
¥330.00
¥340.00
¥350.00
¥300.00
| 牌号K10 | 产地湖南株洲 |
| 主要金属含量99.9999% | 品名钨钴类硬质合金 |
| 杂质含量0.0001% | 粒度按客人要求目 |
| 品牌伟钻 |
硬质合金焊接刀片的九个使用要点 :
1、焊接式切削刀具结构应具有足够的刚性
足够的刚性是以允许的外形尺寸,以及采用较高强度的钢号和热处理来***.
2、硬质合金刀片应固定牢靠
硬质合金焊接刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来***的,故要根据刀片形状及刀具几何参数选择刀片镶槽形状.
3、认真检查刀杆
在将刀片焊接至刀杆上以前须要对刀片,刀杆进行必要的检查,首先应检查刀片支承面不能有严重弯曲.硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以***焊接牢靠.
4、合理选用焊料
为了***焊接强度,应选择合适的焊料.在焊接过程中,应***良好的湿润性和流动性,并排除气泡,使焊接与合金焊接面充分接触,无缺焊现象.
5、正确选择焊接用熔剂
建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械杂物,待用.
6、选用网状补偿垫片
在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2--0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接.
7、正确采用刃磨方法
由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度的砂轮及合理的磨削工艺,避免产生刃磨裂纹,影响刀具使用寿命.
8、正确安装刀具
在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片.
9、正确重磨、研磨刀具
刀具使用达到正常磨钝时,必须进行重磨,重磨后的刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高 刀具的使用寿命及***性.
| 企业类型 | 股份有限公司(非上市、自然人投资或控股) | 统一社会信用代码 | 9143020277900571XE |
|---|---|---|---|
| 成立日期 | 2005-08-11 | 法定代表人/负责人 | 朱翠娥 |
| 注册资本 | 200万(元) | 注册地址 | 湖南省株洲市天元区中达路9号C-7号车间107号 |
| 营业期限 | 2005-08-11 至 2025-08-10 | 登记机关 | 株洲市市场监督管理局 |
| 经营范围 | 硬质合金制品加工、销售;模具设计、制造;机械零部件加工;金属材料销售。(依法需经批准的项目,经相关部门批准后方可开展经营活动) | ||
¥350.00
¥360.00
¥290.00
¥350.00
¥350.00
¥300.00
¥350.00
¥350.00
