










| 是否进口否 | 产地nn |
| 品牌zhx | 型号zhx0741 |
| 光源类型1 | 额定功率350W |
| 电压220VV | 防护等级IP65 |
| 外形尺寸2-12mmm | 用途照明 |










¥480.00
¥480.00
¥480.00
¥480.00
¥480.00

 扫一扫 微信联系
扫一扫 微信联系
¥480.00
¥480.00
¥480.00
¥480.00
| 是否进口否 | 产地nn |
| 品牌zhx | 型号zhx0741 |
| 光源类型1 | 额定功率350W |
| 电压220VV | 防护等级IP65 |
| 外形尺寸2-12mmm | 用途照明 |
联系电话135-5721-1852或183-7679-2043
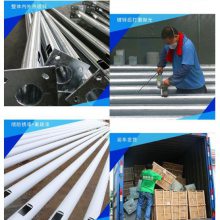
批发供应各种户外灯杆照明,庭院灯,市政路灯,乡村道路照明灯杆,有3-12米 太阳能灯杆 球场灯杆
价格
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91450100092739135R |
|---|---|---|---|
| 成立日期 | 2014-03-05 | 法定代表人/负责人 | 严玉珍 |
| 注册资本 | 100万(元) | 注册地址 | 南宁市科园大道68号南宁高新区软件园二期10号楼4层404号房 |
| 营业期限 | 2014-03-05 至 2044-03-04 | 登记机关 | 南宁市市场监督管理局高新技术产业开发区分局 |
| 经营范围 | 销售:教学设备、办公用品、家具、体育用品、环卫设备、交通设备、不锈钢制品、悬浮地板、灯光照明、五金产品、儿童玩具、游乐设备、建材(除危险化学品)、电子产品(除国家专控产品)、文具、园林景观设施、集成房屋、酒店用品、护栏围网、岗亭、移动厕所、电气设备及配件、元器件、配电框配电箱、仪器仪表、高低压开关柜、塑料制品(除超薄塑料袋);运动场地施工(凭资质证经营);设计、制作、代理、发布国内各类广告。(依法须经批准的项目,经相关部门批准后方可开展经营活动。) | ||
¥480.00
¥480.00
¥480.00
¥480.00
¥480.00
¥480.00
¥480.00
¥480.00
