










| 是否进口否 | 产地上海 |
| 品牌皇润 | 型号20K |
| 电流交流 | 动力形式超声波 |
| 控制方式自动 | 频段高频 |
| 驱动形式气动 | 作用原理逆变 |
| 订货号20K | 货号20K |
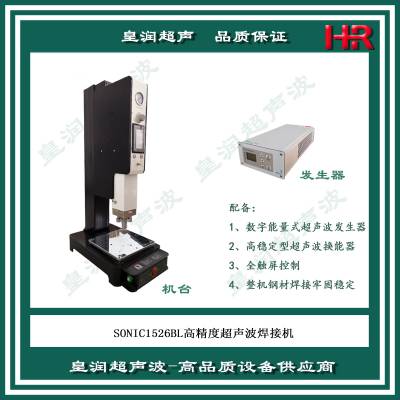
| 输出功率2500W | 频率20KHZHz |
| 输入电压220V | 焊头行程75mm |
| 焊接面积150 | 振头冷却系统风冷 |
| 振荡系统自激式 | 功率2500W |
| 作用对象塑料焊接 | 升降控制电动 |
| 焊接原理对焊 | 外形尺寸500*560*1950 |
| 净重150KGKg | 用途塑料焊接 |
| 焊咀对地电压1000mv | 套装超声波焊机 |
| 是否跨境货源否 |






¥999.00
¥999.00
¥3万
¥999.00
¥999.00

 扫一扫 微信联系
扫一扫 微信联系
¥999.00
¥3万
¥3万
¥999.00
| 是否进口否 | 产地上海 |
| 品牌皇润 | 型号20K |
| 电流交流 | 动力形式超声波 |
| 控制方式自动 | 频段高频 |
| 驱动形式气动 | 作用原理逆变 |
| 订货号20K | 货号20K |
| 输出功率2500W | 频率20KHZHz |
| 输入电压220V | 焊头行程75mm |
| 焊接面积150 | 振头冷却系统风冷 |
| 振荡系统自激式 | 功率2500W |
| 作用对象塑料焊接 | 升降控制电动 |
| 焊接原理对焊 | 外形尺寸500*560*1950 |
| 净重150KGKg | 用途塑料焊接 |
| 焊咀对地电压1000mv | 套装超声波焊机 |
| 是否跨境货源否 |
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91310113MA1GN6M13M |
|---|---|---|---|
| 成立日期 | 2018-12-24 | 法定代表人/负责人 | 苏建锋 |
| 注册资本 | 500万(元) | 注册地址 | 上海市宝山区杨泰路196号1幢1433E |
| 营业期限 | 2018-12-24 至 2038-12-23 | 登记机关 | 宝山区市场监督管理局 |
| 经营范围 | 从事超声波技术领域内的技术开发、技术转让、技术咨询;普通机械设备及配件、模具、五金制品的加工(限分支机构经营)、销售;普通机械设备的维修。 【依法须经批准的项目,经相关部门批准后方可开展经营活动】 | ||
¥3万
¥3999.00
¥999.00
¥9999.00
¥2999.00
¥3万
¥999.00
¥3万
