










| 品牌启睿 | 型号QR-500H |
| 电流交流 | 动力形式超声波 |
| 控制方式半自动 | 频段高频 |
| 驱动形式电动 | 作用原理脉冲 |
| 输出功率1000W | 频率50Hz |
| 输入电压220V | 焊头行程100mm |
| 焊接面积根据需求定制 | 振头冷却系统风冷 |
| 振荡系统1 | 功率1000W |
| 作用对象塑料 | 升降控制电动 |
| 焊接原理对焊 | 外形尺寸1830*720*600mm |
| 净重160Kg | 用途焊接塑料 |
| 焊咀对地电压1mv | 套装1 |
| 点位多个 |




¥1.00
¥1.00
面议
面议
面议

 扫一扫 微信联系
扫一扫 微信联系
¥1.00
¥1.00
¥6.00
¥1.00
| 品牌启睿 | 型号QR-500H |
| 电流交流 | 动力形式超声波 |
| 控制方式半自动 | 频段高频 |
| 驱动形式电动 | 作用原理脉冲 |
| 输出功率1000W | 频率50Hz |
| 输入电压220V | 焊头行程100mm |
| 焊接面积根据需求定制 | 振头冷却系统风冷 |
| 振荡系统1 | 功率1000W |
| 作用对象塑料 | 升降控制电动 |
| 焊接原理对焊 | 外形尺寸1830*720*600mm |
| 净重160Kg | 用途焊接塑料 |
| 焊咀对地电压1mv | 套装1 |
| 点位多个 |
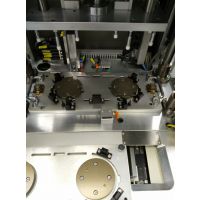
芜湖精密汽车塑料柱多点热熔铆接机供应商
主要适用于PP、PE、尼龙、ABS、压克力、POM等热塑性材料及焊口面积尺寸大而复杂的塑料工件焊接。例如:汽车尾灯、方向灯、汽车水箱、油箱、碳罐、制动液罐、保险杆、仪表盘、尾气净器、蓄电池、摩托车沥清器、洗衣机塑料平衡圈
机器特点:
1.操作简单易学,应用范围广;
2.针对工件的内部、不规则形状的工件,焊接出密封强度高且一致工件,无耗材(如胶水、溶剂、粘合剂等);
3.采用人机界面配合PLC电脑控制系统,机器动作无误,操作方便安全;
4.速度快省人工,生产效***;
5.数字式的PID温度控制,熔接温度更加稳定
一:机器用途及主要技术参数Applications & Main Technical Parameters
用途:Applications:
主要运用于热可熔性塑料的熔化与粘结(热封),:汽车车灯的面罩与灯体的焊接。
Mainly apply to the melt and bond (heat seal) of the thermoplastic material, eg:the welding of the auto lamp housing and body.
主要技术参数:Main Technical parameters:
电源:AC380V/50HZ Power:AC380V/50HZ
工作气压:0.6—0.7MPa Working air pressure:0.6—0.7MPa
机器外形尺寸:1720*1260*2100(除气缸外)
Machine outside measurements:1720*1260*2100(not include theair cylinder)
加热控制:采用温控仪控制,热电偶测温,闭环控制,控制精度高。(分6组加温,,上模1和下模为主要加温。其他上模2-3和下模2-3为辅助加温,主要用途模具异形温度不准进行补充使用)
Heating Control:Operated by the temperature controller, measure the temperature
by the thermocouple, closed-loop control, with high control accuracy.(Divide into 6
groups to heating: Upper Mold 1 and Lower Mold are primary heating,other Upper
Mold 2-3 and Lower Mold 2-3 are secondary heating.Consider as the supplemental
Application when the mold abnormal and the temperature is inaccurate.
电气系统控制:PLC+触摸屏
Electric control system:PLC+ Touch Screen
热模缓冲:采用双气缸,液压减速使热模退位更加平稳(缓冲阻力可根据模具重量调节)(专利审批中)
Hot-mold buffer: adopt the double cylinders,hydraulicdeceleration make the
hot-mold exit moresteady(buffer resistance can be adjusted according to the
mold weight)(under the patent examination)
上吸气:采用吸气泵,产生负压,并自动检测压力大小启动电动机(要选择真空泵开启)使用过程需用脚踏开关打开。每次如此(此方法可以保持真空吸力)方可控制面罩变形提高产品合格率。
Upperair inspired:generate the subatmospheric pressure by the getter
pump,automatically detecting the pressure and opening theelectric
motor(should choose the Vacuum Air Pump ON),keep the foot (pedal) switch
ON in using. Should repeat the operations every time(In order to keep the Pull
of Vacuum) to avoid the lamp cover deformation and increase the pass rate.
时间设定.上下模具热熔时间均可延时设定(跟具产品设定)(0——99秒)热熔-固化设定时间(0——99秒)
Time Fixed: could set the hot melting time(0-99 s)-Curing (0-99 s)for upper
mold and lower mold(According to the different products)
其他功能可根据产品要求选择使用或不使用
行程开关使用方法。
行程开关使用电磁式。热模使用3个。(1).热模气缸尾部{注明,热模原点}在自动运行开关前,此点一定要亮(才可自动运行)如果不亮或自动运行不了,热模已经退到位的情况下。请把{热模原点}移到会亮的状态。(2).热模中部{注明,退模位置}此行程开关起提前合模的做用。一般方置气缸中部或中部向前50——150MM(具体位置与上下模退模位置来定)(3).热模前部{注明,热模信号}此行程开关起热模到位,起动上下模具热熔使用。如果热模已经到位上下模不动,请把{热模信号}移到会亮的状态。(4).上下模行程开关使用方法。上模使用4个点。从上往下第【1】{注明,上模原点}此行程开关,在自动运行开关前,此点一定要亮(才可自动运行)此点不热模不会退位。下模使用4个点。从下往上第【1】{注明。下模原点}上下原点使用功能一致。(5).从上往下第【2】{注明,热熔退位}此行程开关设定,在自动运行时上模退位到热模能自如退位的位置,不可过低,否则热模会挂到上模模具。此点还起到上模下降减速功能。和下模【2】功能一致。(6)从上往下第【3】{注明,上模热熔}此行程开关设定起热熔机计时。上模具在下降到产品接触到热模高度以上(经过就可以。单一定要高于模具已接触高度否则热熔时间不计时
| 企业类型 | 有限责任公司(自然人独资) | 统一社会信用代码 | 91320506MA1P5B2J7Y |
|---|---|---|---|
| 成立日期 | 2017-06-07 | 法定代表人/负责人 | 杨勇 |
| 注册资本 | 200万(元) | 注册地址 | 苏州市吴中区木渎镇花苑东路88号 |
| 营业期限 | 2017-06-07 至 9999-12-31 | 登记机关 | 苏州市吴中区行政审批局 |
| 经营范围 | 研发、生产、组装、销售、维修:机械设备及配件、智能自动化设备、模具、冶具、电子元器件、仪器仪表、五金;销售:金属材料;自营和代理各类商品及技术的进出口业务。(依法须经批准的项目,经相关部门批准后方可开展经营活动) | ||
¥1000.00
面议
¥100.00
面议
¥100.00
面议
¥1.00
¥1.00
