










| 产品特性抗冲击性好 | 类型车削刀具 |
| 品牌华敏刀具 | 型号SNMN160812 |
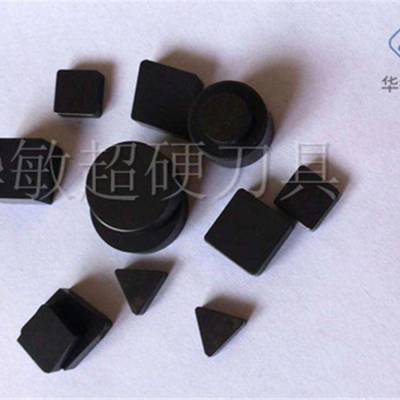
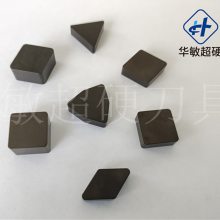
| 材质聚晶立方氮化硼 | 是否进口否 |
| 产地郑州 | 订货号SNMN120708 |
| 货号SNMn1608 | 结构类型机夹式 |
| 是否涂层非涂层 | 适用机床车床 |
| 加工范围高锰钢,高铬铸铁,铸铁 | 规格CY1 |
| 是否跨境货源否 | 特点抗震耐冲击 |
| 线速度50-300m/min | 切深0-7mm |




¥88.00
¥6.60
¥6.60
¥108.00
¥6.60
 扫一扫 微信联系
扫一扫 微信联系
| 产品特性抗冲击性好 | 类型车削刀具 |
| 品牌华敏刀具 | 型号SNMN160812 |
| 材质聚晶立方氮化硼 | 是否进口否 |
| 产地郑州 | 订货号SNMN120708 |
| 货号SNMn1608 | 结构类型机夹式 |
| 是否涂层非涂层 | 适用机床车床 |
| 加工范围高锰钢,高铬铸铁,铸铁 | 规格CY1 |
| 是否跨境货源否 | 特点抗震耐冲击 |
| 线速度50-300m/min | 切深0-7mm |
加工高锰钢(zgMn13、Mn18)轧臼壁毛坯件用华敏cbn刀片,氮化硼刀具,数控车刀
高锰钢轧臼壁作为圆锥破碎机上的重要组成部件,主要用来破碎坚硬和中硬矿石及岩石,广泛应用于矿山机械、冶金行业、建筑行业、化学行业等领域。
为了***轧臼壁长时间的作业,常采用高锰钢作为轧臼壁的主要材料,硬度和耐用度得到提高,但高锰钢材质轧臼壁在加工过程中常出现以下难加工问题:
(1)轧臼壁加工硬化严重,加剧了刀具磨损,容易造成刀具崩刀而损坏;
(2)切削力大,切削温度高,致使刀具耐用度降低和工件易变性,尺寸精度低;
(3)刀具和切屑之间由于高温、高压作用,容易形成积屑瘤和鳞刺,影响工件表面粗糙度,很难***工件质量;
(4)切削时切屑不容易卷曲和折断,切屑去除困难。
面对以上轧臼壁难加工问题,华敏刀具特推出一款整体聚晶CBN刀具CY1材质,受到轧臼壁行业的广泛好评,尤其在立车加工轧臼壁时,刀片的抗冲击韧性和耐磨性能均高出常规陶瓷刀片2-3倍。
CY1牌号整体聚晶CBN刀具吃刀深度达到7mm以上,比陶瓷刀具和普通刀具更抗冲击,特别是对于铸件表面恶劣的加工情况,可以拉荒粗车,不必对工件行进打磨平整后再加工。
CY1牌号的刀具性能和刃口均针对高锰钢铸件加工特性研发而成,针对性强,不可用来加工普通软钢件如45号软钢。
轧臼壁
华敏CBN刀具:寿命提高200%,效率提升14%
· 工件名称:轧臼壁
· 工件材质:高锰钢
· 工件硬度:HB240
· 加工位置:内圆锥面
· 加工类型:连续、粗加工
· 刀片牌号:CY1
· 刀片规格:SNMN150716
· 切削类型:干式切削
· 切削参数:Vc=60m/min ap=6mm f = 0.4mm/r
刀具对比 | 线速度 | 效率 | 寿命 |
欧美某CBN | 60 | 70 | 1 |
CY1 | 75 | 60 | 3 |
华敏CBN刀具:寿命提高200%,效率提升36%
· 工件名称:轧臼壁
· 工件材质:Mn18
· 工件硬度:HB300
· 加工位置:外圆锥面
· 加工类型:连续、粗加工
· 刀片牌号:CY1
· 刀片规格:SNMN150716
· 切削类型:干式切削
· 切削参数:Vc=100m/min ap=5mm f = 0.5mm/r
刀具对比 | 线速度 | 效率 | 寿命 |
日韩某合金 | 40 | 140 | 0.3 |
CY1牌号 | 100 | 90 | 1 |
我司华敏cbn针对耐磨铸钢铸铁专门研制了非金属粘合剂立方氮化硼刀片CY1牌号,其加工***。
通过以上分析得出结论:华敏立方氮化硼刀片cy1材料无异是加工高锰钢可靠的刀片。
| 企业类型 | 有限责任公司(自然人独资) | 统一社会信用代码 | 91410100MA9F399M5R |
|---|---|---|---|
| 成立日期 | 2020-05-09 | 法定代表人/负责人 | 徐建超 |
| 注册资本 | 100万(元) | 注册地址 | 河南省郑州市高新技术产业开发区长椿路11号国家大学科技园孵化基地13幢2单元11层1108号 |
| 营业期限 | 2020-05-09 至 无固定期限 | 登记机关 | 郑州市高新技术产业开发区市场监督管理局 |
| 经营范围 | 超硬材料及制品的研发、销售、技术转让;五金工具、机电设备、工业成套装备及配件的安装及维修;销售:工量刃具、金属材料及制品、机械设备、化工设备、冶金设备及部件、仪器仪表、矿用机械设备及配件、电力设备、新能源设备及配件;货物或技术进出口。 | ||
¥98.00
¥90.00
¥90.00
¥6.60
¥80.00
¥80.00
¥6.60
¥6.60
