










| 产品特性原料生产 | 是否进口否 |
| 产地河北 | 材质HDPE |
| 公称压力0.6-1.6Mpa | 厂家(产地)沧州 |
| 壁厚2.3-59.3mm | 公称外径20-1000mm |
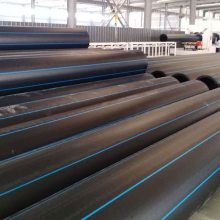
| 牌号15533725105 | 品名聚乙烯给水管 |
| 用途给水管 | 颜色黑色 |
| 长度6/12m | 连续使用湿度-20-45℃ |
| 标准GB/T13663-2018 |





¥29.00
¥39.00
¥195.00
¥395.00
¥160.00
 扫一扫 微信联系
扫一扫 微信联系
¥370.00
¥29.00
¥39.00
¥103.00
| 产品特性原料生产 | 是否进口否 |
| 产地河北 | 材质HDPE |
| 公称压力0.6-1.6Mpa | 厂家(产地)沧州 |
| 壁厚2.3-59.3mm | 公称外径20-1000mm |
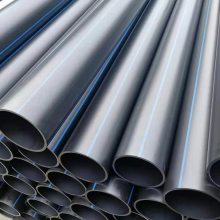
| 牌号15533725105 | 品名聚乙烯给水管 |
| 用途给水管 | 颜色黑色 |
| 长度6/12m | 连续使用湿度-20-45℃ |
| 标准GB/T13663-2018 |
PE给水管作为一种管材,具有、卫生性、内壁光滑阻力小、化使用寿命长(50年)、重量轻(密度只有钢管的1/8)、安装劳动强度低、施工费用少、震性能强、材质柔韧性好等特点。
管道安装→试压→浇筑砼
1、 管道安装
(1)、PE管采用热熔连接,因该方法低、管道接口质量高、不需管件等优点。,
热熔连接的主要步骤有:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3、切削:切削所焊管段、管件端面杂质和氧化层,确保两对接端面平整、光洁、无杂质。
4、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6、切换:将加热板拿开,迅速让两热融端面相粘并加压,为确保熔融对接质量,切换周期越短越好。
7、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
9、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
(2)、热熔连接质量控制要点
热熔连接因技术要求较高,应注意对接口质量进行外观检查,要求接口处形成均匀的凸缘。造成连接质量问题常见有以下方面的原因,施工中应注意防范:
1、不同材质、品牌、壁厚的管材和管件混用;
2、连接件的端面未保持清洁,对粘有的水或泥土应及时清理;
3、操作人员技能不高,对热熔连接的工艺参数(加热时间,加热温度、连接压力、冷却时间)未按规定要求严格控制;
4、未完全冷却就移动连接件或对连接件施加外力;
5、熔接设备要定期维护保养,确保设备良好的使用状态。
管道水压试验
1、管道安装合格后,因该工程PE管是在砼底板内,所以,在浇筑砼时,必须对管道进行保护,并且需进行气压试验。防止管道破坏,及时发现破坏位置。
2、系统注水时,应打开管道各高处的排气阀,将空气排尽。待水灌满后,关闭排阀,用电动试压泵加压,压力应逐渐升高,加压到一定数值时,应停下来对管道进行检查,无问题时继续加压,一般分2~3次升到试验压力。当压力达到试验压力时停止加压,保持恒压10分钟,对接口管身检查无破损及漏水现象,认为管道强度试验合格。在试验压力下,10分钟压力下降不大于0.02MPa,可以认为严密性试验合格,试压质量优良。班组质安员应及时做好试压记录。
| 企业类型 | 有限责任公司(自然人独资) | 统一社会信用代码 | 91130925MA0F84FG1R |
|---|---|---|---|
| 成立日期 | 2020-07-15 | 法定代表人/负责人 | 刘国树 |
| 注册资本 | 300万(元) | 注册地址 | 盐山县靖远西路谢园加油站对过 |
| 营业期限 | 2020-07-15 至 2040-07-14 | 登记机关 | 盐山县市场监督管理局 |
| 经营范围 | 塑料给、排水管材及管件,燃气管材及管件,消防、电力塑料管材及管件,大口径排污缠绕管及配套检查井,钢管及防腐保温管道的销售。(依法须经批准的项目,经相关部门批准后方可开展经营活动) | ||
¥14.00
¥133.00
¥1840.00
¥19.00
¥15.00
¥24.00
¥34.00
¥58.00
