














| 型号S820 | 类型通用型 |
| 厂家(产地)广州 |




| 型号S820 | 类型通用型 |
| 厂家(产地)广州 |
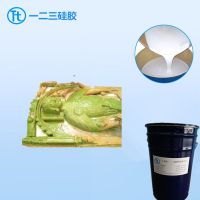
高抗撕缩合型GRC构件模具硅胶
一、缩合型模具胶用途
主要用于建筑行业,石膏工艺品、肥皂,蜡烛灯饰,浮雕家私,塑胶玩具工 艺品,工艺礼品、花纹精细的产品、包模、灌注模具产品、POLI工艺品、树脂工艺品等产品复制及精密的模具制造。
二、缩合型模具胶特点
模具硅胶,拉力好,撕裂强度好,耐高温,具有优异的流动性,良好的操作性,不变形、耐酸碱,不膨胀,翻模次数多,可反复使用。适合精密细小或复杂花纹的小件产品.并且容易脱模,收缩率可以达到千分之二。室温下加入固化剂2%—3%,30分钟还可操作,3—5小时后会生成,具有不变形、耐高温、耐酸碱,不膨胀的弹性硅胶模具,是POLI工艺品、树脂工艺品、灯饰、蜡烛等工艺品的复模及精密的模具制造。
三、缩合型模具胶的使用方法
1、硅胶与固化充分搅拌均匀. 模具硅胶外观是流动的液体,A组份是硅胶,B组份是固 化剂。固化剂的配比为2%-3%。
2、抽真空排气泡处理:硅胶与固化剂搅拌均匀后,进行抽真空排气泡,抽真空的时间 不宜太久,一般不要超过十分钟,抽真空时间太久会使硅胶固化,变成一块一块的。
3、涂刷或操作过程:把抽空排过气泡的硅胶,以涂刷或灌注的方式。倒在产品上面(注:在倒硅 胶之前要复制的产品或模型一定要打脱模剂或隔离剂)。 然后再把硅胶涂刷在产品 上面,涂刷 一定要均匀,30分钟后粘贴一层纱布纤纬布来增加硅胶的强度和拉力。然后再涂刷一层硅胶,再 粘贴一层纱布纤纬布,重复进行两次。
4、灌模或灌注模的操作方法:灌模或灌注模,是用于比较光滑或简单的产品,没有模线省工省时, 就是将你要复制的产品或模型,用胶板或玻璃板围起来,将抽过真空的硅胶直接倒入产品上面, 待硅胶干燥成型后,取出产品,模具就成型了(注:灌注模一般采用硬度比较软的硅胶来做模, 这样脱模比较容易,不会损坏硅胶模具里面的产品)
硅胶模具有三种开模方式:包模,涮模,灌注模。包模操作方法:模具硅胶是流动的白色液体,分两二组:A组是硅胶,B是固化剂,例如100克硅胶加入2%固化剂搅拌均匀,倒入围好的模种里面,放到抽空机进行抽真空,抽完真空让模具硅胶自然固化.
a、浇注法(灌模) :即将原型直接埋入模具胶内,硫化后取出原型,得到硅橡胶阴模。用该种方法倒模时需要严格控制气泡的产生。因为整个模具厚度不均匀,所以模具硫化需要时间较长。
b、层合法(刷模):即在原型表面先涂一定厚度的模具胶层,继而一层一层逐渐增厚模具厚度。此法可大大减少模具胶用量,降低生产成本,同时减轻阴模质量。HY-638模具胶工作温度小于160度; 每次喷.涂层液干燥时间为40-60分钟, 待层胶液干燥后(每次喷、涂、刷的厚度不能超过0.6 mm,或者干燥时间会延长很多; 喷、 涂、刷时要均匀, 将工件凹陷部位流滞过厚胶液刷出, 以免过厚胶液干燥固化时间过长,影响整体模具制作效率); 再喷涂第二、三、四、五、…..层, 模具的厚度根据用户自己需求而定.
四、注意事项
1、固化剂加量应视温度而定,气温高则减少。固化剂使用过量,模具会变硬变脆; 固化剂使用过少,操作时间会延长。
2、为防止石膏腰线模具硅胶物性变化,建议不加硅油。
3、为了您的模具能达到使用效果,请把模具存放至少24小时后使用。
4、硬模也可用树脂制作。
五、产品参数

六、产品以及工厂图片展示
| 企业类型 | 私营股份有限公司 | 注册资本 | 50.00万人民币 |
|---|---|---|---|
| 公司注册地址 | 广东省广州市花都区新华街团结村塘口236工业园A1栋1楼 | 法定代表人/负责人 | 程军 |
| 公司成立日期 | 2014-07-15 | 营业期限 | 2015.7.15 |
| 经营范围 | 硅胶,硅橡胶,矽利康 | ||
¥3300.00
¥18.66
¥138.00
面议
¥25.00
¥123.00
¥45.00
¥49.00
查看联系方式

广州市花都一二三新材料有限公司
甘女士
电话:
