



















| 产品类别通体砖/玻化砖 | 品牌东臻 |
| 产地武汉 | 货号DZ039 |
| 系列耐磨系列 | 型号各种 |
| 等级耐磨级 | 功能空间工业设备 |
| 特殊用途耐磨 | 图案无 |
| 标准JC2010 | 抗冻性优良 |
| 抗热震性优良 | 抗压强度1150MPa |
| 吸水率0.02% | 耐腐蚀性优良 |
| 耐磨系数0.02 | 耐磨转数45000 |
| 耐污染性好 | 是否外贸否 |
| 规格95瓷 | 色系白色 |
| 是否跨境货源否 | 密度3.8 |
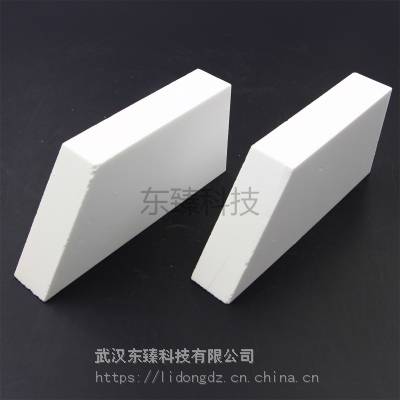
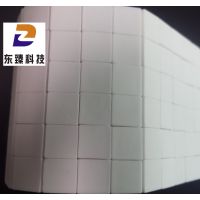
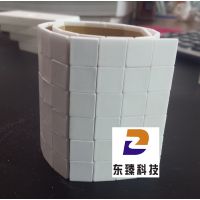
供应异形陶瓷 氧化铝陶瓷结构件 优质耐磨陶瓷 高硬度复合耐磨陶瓷衬板
氧化铝陶瓷是通过干压成型方式,采用92氧化铝粉或者95氧化铝粉以及烧结助剂、都有的陶瓷配方经过造粒机造粒,然后在干压机以及配套模具下完成的,通过1700度高温窑炉烧制的白色刚玉耐磨陶瓷,具有硬度高、重量轻、不污染环境、粘接牢固、用于设备管道、溜槽以及高温耐腐方面非常优良,而且价格便宜。 展开
-
价 格
订货量
-
-
¥22.00
1 - 99公斤
-
¥21.00
100 - 999公斤
-
¥20.00 价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~≥1000公斤
-
平台认证商家已通过资质核验
