










| 是否进口否 | 品牌英联达 |
| 型号YLD | 最大焊接厚度4mm |
| 频段激光 | 作用对象金属 |
| 焊接方式压力式 | 输入电压380V |
| 功率6000W |

 扫一扫 微信联系
扫一扫 微信联系
| 是否进口否 | 品牌英联达 |
| 型号YLD | 最大焊接厚度4mm |
| 频段激光 | 作用对象金属 |
| 焊接方式压力式 | 输入电压380V |
| 功率6000W |
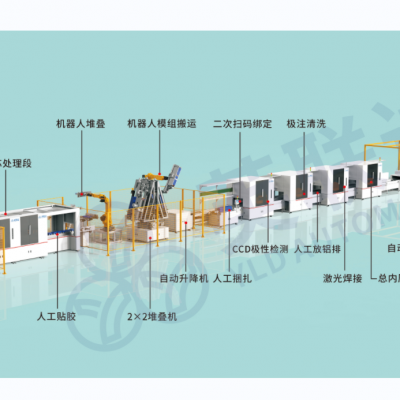
单个电芯产品通过人工拾取放置上料位,传送带输送至固定位置先扫码再进行测试(测试项目:电压、内阻、厚度),测试完成后依照测试结果区分OK和NG电芯产品,OK品自动链条输送线(预留搬至等离子清洗位进行清洗,待清洗完成后输送至人工贴胶)堆叠位,由人工完成PACK模组堆叠;再通过自动倍速链转至挤压工站,完成自动挤压后并同时在该工位完成紧固或捆扎,倍速链带向下一站人工扫码绑定电芯,生成电池模组编码及标签;下一站自动正负极CCD视觉检测,自动检测出排列配组是否正确,当检查出配组极向错误时,该工站会自动报警并流入NG工位,待由人工排除异常后再上线;检测OK品自动流向下一站,由自动激光清洗机对 Pack 模组正负极极柱进行清洁作业,激光清洗完成后流向下一站;人工放置导流排,按启动流向下一站,自动完成导流排激光焊接,下一站人工目视检查焊接效果(当人工检查出焊接异常时,人工按不良按扭,产品流入NG工位,待由人工排除异常后再上线),下一站自动测试总内压及总内阻(该工站配置3562A日置测试仪,通过工控电脑控制判断OK与NG(当检查出配组极向错误时,该工站会自动报警并流入NG工位,待由人工排除异常后再上线),检测OK品自动流向下一站,并做数据保存,测试探针位置可调,(下一站预留EOL测试工位,当出现NG时机器报警,人工处理报警并排除NG并确认), Pack模组龙门吊转线,空托盘自动回流至起始位。电芯模组进入人工pack组装段。

| 企业类型 | 有限责任公司 | 统一社会信用代码 | 91440300MA5FN09J80 |
|---|---|---|---|
| 成立日期 | 2019-06-10 | 法定代表人/负责人 | 洪吉林 |
| 注册资本 | 1,000万(元) | 注册地址 | 深圳市龙华区福城街道桔塘社区桔岭老村317号科利邦D栋厂房101-501 |
| 营业期限 | 2019-06-10 至 无固定期限 | 登记机关 | 深圳市市场监督管理局 |
| 经营范围 | 一般经营项目是:电子半导体工业自动化设备、光电平板显示工业自动化设备、检测设备、其它自动化非标专业设备设施、工装夹具、工控软件的研发、设计、销售和技术服务;经营进出口业务。,许可经营项目是:五金模具、治具的生产、加工;光电平板显示设备、电子工业自动化设备、检测设备、其它自动化非标专业设备设施、工控软件的生产;新能源原动设备制造。(除依法须经批准的项目外,凭营业执照依法自主开展经营活动) | ||
