













| 品牌华菱超硬 | 型号BN-K1 |
| 类型粗车刀 | 材质聚晶立方氮化硼 |
| 适用机床车床 | 标准编号8451210102 |
| 车刀角度45度 75度 95度度 | 是否进口否 |
| 是否涂层非涂层 | 规格规格齐全 |
| 加工范围高锰钢外圆车刀,端面车刀 | 是否库存库存 |
| 是否批发批发 |





 扫一扫 微信联系
扫一扫 微信联系

¥600.00
¥1.27万
¥8000.00
¥8000.00
| 品牌华菱超硬 | 型号BN-K1 |
| 类型粗车刀 | 材质聚晶立方氮化硼 |
| 适用机床车床 | 标准编号8451210102 |
| 车刀角度45度 75度 95度度 | 是否进口否 |
| 是否涂层非涂层 | 规格规格齐全 |
| 加工范围高锰钢外圆车刀,端面车刀 | 是否库存库存 |
| 是否批发批发 |
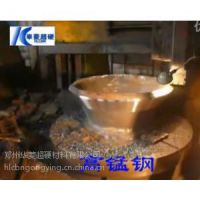
加工高锰钢YW1,YW2硬质合金车刀(比硬质合金车刀高硬度,吃刀量大)
加工高锰钢材质耐磨铸件时若遇硬质合金刀头加工高锰钢出现崩刃、蹦块,不耐磨,车不动问题欢迎致电 15638121553 吴百利郑州华菱市场部
高锰钢铸件一般存在铸造缺陷夹渣砂孔,刀具经常出现掰刀,崩刃。高锰钢材质工件由于这些铸造缺陷造成了刀具难于切削加工问题。车削工时短、加工余量小的,刀具牌号常选YW1,YW2合金。如果工件大或加工余量大,车削硬化会非常严重,如果是批量生产,用加夹车刀最***。有夹砂、断续车等恶劣工况,硬质合金刀头就会非常吃力造成粗车崩刀,精车烧刀。
高锰钢材料强度较高,尤其是高温时强度要比一般钢材大得多,再加工塑性变形大,加工时加工时硬化现象严重,因此在车削高锰钢材料时,车削力一般都比车削普通碳素钢时大得多。车削温度高,高锰钢材料的导热系数都比较低,车削过程中切削的塑性变形,使材料产生硬化,增大了切削抗力,加快车刀的磨损,甚至产生崩刀容易粘刀,高锰钢由于加工硬化严重,容易产生冷焊和熔焊等粘刀现象。粘刀不利于切屑的排除,容易使铁屑堵赛,刀具容易崩刃或打刀,以及使刀具产生粘结磨损。
加工高锰钢难点主要是高锰钢机加工过程存在加工硬化现象,且由于加工高锰钢避免不了高锰钢铸件表面夹砂问题比较费刀具。华菱超硬品牌加工高锰钢刀具牌号为BN-K1.广泛应用于加工高锰钢,提高高锰钢机加工效率,降低高锰钢机加工刀具成本。加工高锰钢难题:锰含量约为11%~18%的钢称高锰钢,水韧处理和加工硬化后硬度可达HB450~550,常作为耐磨铸件使用,高锰钢铸件可分为高碳高锰耐磨钢、中碳高锰无磁钢、低碳高锰不锈钢和高锰耐热钢,最常见高锰钢牌号为ZGMn13,加工高锰钢时,由于严重的加工硬化使切削力增大,切削温度高,加剧了刀具磨损,也容易造成刀具崩刃。早期,加工高锰钢机加工常用硬质合号刀具,硬质合金刀片的硬度在89~94HRA,相当于71~76HRC,对于HRC40以上的高锰钢铸件加工时硬质合金刀片容易烧刀造成磨损块且加工效率低,而后来的陶瓷刀片和立方氮化硼刀片虽然硬度高,但由于脆性太大,容易崩刀的现象一直困扰生产者。
加工高锰钢刀具:针对立方氮化硼刀片硬而脆的特点,华菱超硬HLCBN推出的适合断续切削和重载粗加工立方氮化硼刀片牌号BN-K1,它不仅可以断续切削加工高锰钢铸件毛坯表面,而且BN-K1牌号采用陶瓷粘合剂制成,避免了因加入金属粘合剂导致的刀片耐用度降低,刀具寿命比传统立方氮化硼刀具高2倍以上,
凡是购买我司郑州华菱超硬刀具均***,全程技术跟踪服务。
加工高锰钢YW1,YW2硬质合金车刀(比硬质合金车刀高硬度,吃刀量大)
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91410100579214912T |
|---|---|---|---|
| 成立日期 | 2011-07-06 | 法定代表人/负责人 | 杨帅 |
| 注册资本 | 562.5万(元) | 注册地址 | 郑州高新技术产业开发区国家大学科技园孵化基地13幢2单元21层224号 |
| 营业期限 | 2011-07-06 至 无固定期限 | 登记机关 | 郑州市高新技术产业开发区市场监督管理局 |
| 经营范围 | 超硬材料及制品的生产、研发、销售、技术转让;五金工具、机电设备、工业成套装备及配件的安装及维修;销售:硬质合金、工量刃具、金属和非金属材料及制品、机械设备、石油化工设备、冶金设备及部件、仪器仪表、矿用机械设备及配件、电力设备、能源装备及部件;货物进出口、技术进出口。 | ||
¥7500.00
¥670.00
¥6.60
¥175.00
¥600.00
¥430.00
查看联系方式

郑州华菱超硬材料有限公司
吴先生
𐀺𐀼 𐀽𐀺𐀿 𐀺𐀽
电话:𐁀𐀽𐁁𐀺𐁂𐀼𐁁𐁃𐀼𐁃𐁁
