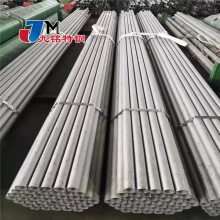
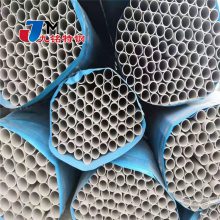
供应不锈钢热轧无缝管 304无缝管非标定做 304不锈钢管现货销售 商家
201(1Cr17Mn6Ni5N) 202(1Cr18Mn8Ni5N) 301(1Cr17Ni7) 302(1Cr18Ni) 304(0Cr18Ni9)、SS304、TP304 304L(00Cr19Ni10)、SS304L、TP304L 321(1Cr18Ni9Ti)、SS321、TP321 316(0Cr17Ni12Mo2)、SS316、TP316 316L(0Cr17Ni14Mo2)、SS316L、TP316L 310S(0Cr25N20)、SS310S、TP310S GB2270-80 不锈钢无缝钢管 GB/T14976-94 流体输送用不锈钢无缝钢管 GB/T14975-94 结构用不锈钢无缝钢管 GB13296-91 锅炉、热交换器用不锈钢无缝钢管 (GJB2608-96)(YB676-73)航空用结构钢厚壁无缝钢管 (GJB2296-95)(YB678-71)航空用不锈无缝钢管 (YB/T679-97)(YB679-71)
航空用18A空心铆钉薄壁无缝钢管 (GJB2609-96)(YB680-71)航空用结构薄壁无缝钢管 (YB/T681-97)(YB681-71)航空用导管20A薄壁无缝钢管 GB3090-82 不锈钢小直径钢管 GB5310-95 高压锅炉用无缝钢管 GB3087-82 低中压无缝钢管 GB3089-92 不锈耐酸极薄壁无缝钢管 GB9948-88 石油裂化无缝钢管 ASTM A213 锅炉、热交换器用铁素体和奥氏体合金钢无缝钢管 ASTM A269 一般用途奥氏体不锈钢无缝钢管和焊接钢管 ASTM A312 奥氏体不锈钢无缝钢管焊接钢管焊接钢管 ASTM A450 碳素钢,铁素体和奥氏体合金钢管的一般要求 ASTM A530 专门用途的铁素钢和合金钢的一般要求 ASTM A789 一般要求碳素体奥氏体不锈钢无缝钢管和焊接钢管 JIS G3456-88 机械结构用不锈钢管 JIS G3448-88 普通管道用不锈钢管 JIS G3459-88 管道用不锈钢管 JIS G3463-88 锅炉、热交换器用不锈钢管 Q/HYAD化工用无缝长钢管按轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。
公司是一家专业生产各种不锈钢无缝管、方管、矩管、焊管、异形管、镜面管、六角管、梅花管的股份制企业,总部座落于浙江丽水市水阁工业区。产品应用于石油、化工、医药、食品、机械.能源、电力、航天、建筑.环保、锅炉热交 换器等领域,在设有20多家销售公司和特约经销商,拥有众多大型用户单位和重点行业的成功业绩,深受客户好评并远销国外。
不锈钢无缝管执行标准:GB/T14975-2002 GB/T14976-2002 GB/T13296-91 ASTM A312 ASTM A213等 材质:201、202、301、304、304L、316、316L、321、310S等 规格:外径 Φ6-630mm,壁厚1-30mm(可按客户要求定做)。。
按不锈钢金相组织不同分半铁素体半马氏体系不锈钢无缝管、马氏体不锈钢无缝管、奥氏体系不锈钢无缝管、奥氏体-铁素铁系不锈钢无缝管等。
规格及外观质量
A、按GB14975-2002《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。
E、钢管两端应切成直角,并毛刺。
不锈钢无缝管的制造工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,要被矫直。