聚氨酯保温管的缺点是耐热性差,多为120℃或 低。些许加热介质是140°C如下的过热水。出于聚氨酯的识别,这些管道也需要聚氨酯。经过科学研究,对原料体系开展部分改性和改性,形成耐温度较高的异 尿酸结构的少部分,使其耐温性达到150℃,满足该领域的正常使用。目前市场上广泛应用的岩棉,玻璃棉等保温材料,聚氨酯保温钢管专业生产聚氨酯保温钢管随着时代的发展,生产工艺的发展,现如今预埋直埋保管的应用越来越广泛,专业生产聚氨酯保温钢管而它和传统的保温管有相似之处,但是也有很多不同之处专业生产聚氨酯保温钢管,从它们的结构和性能方面看,预埋直埋保温管的结构采用的是内保护层,专业生产聚氨酯保温钢管保温层和外保护层,从内向外,并且具有很好的耐腐蚀性和防水性能,专业生产聚氨酯保温钢管而且因为它的密度要比其他管材高,其隔热性能也要比传统保温管要高的多,无论是保温性能还是保冷性能.专业生产聚氨酯保温钢管直埋保温管一般都是预先定制的,所以在实际应用中 加 ,灵活性也 ,能够根据不同的需求设计出不同规格的直埋保温管虽然保温,绝热效果好,然而其假如浸水,使用性能则大大折扣,多方面性能都环比降低。而聚氨酯保温材料所的保温,绝热,防水,防火性能适合于各种潮湿环境下应用, 解决了保温材料保温不防水的难题!聚氨酯保温材料可用做聚氨酯保温管,保温,绝热,防水,防腐等,大大的普遍增加了管道的 及使用寿命。
热水管道保温钢套钢保温管道在建筑施工中得到广泛的使用和推广,并且在不断的进行完善和普及。钢套钢保温管道焊接工程施工在铺装、标志的基本上,按整流管原材料、激光切割原材料、坡口、***、焊接、排渣等工艺流程开展。钢套钢蒸汽保温管道的保温施工流程根据图纸要求确定保温管壁厚。根据管道保温材料选择合适的保温材料。钢套钢保温管输送普通蒸汽,温度一般在150-300度之间,保温层应为玻璃棉或岩棉。 蒸汽保温管规格厚度根据规格不同一般在35mm-120mm之间。 如果厚度已知,则外壳的规格也将已知。 因为空气层约20mm,所以可以计算出直径!
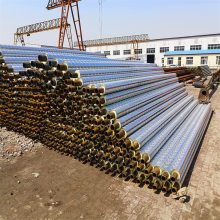
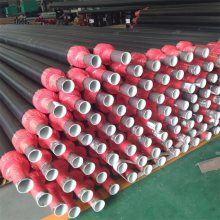
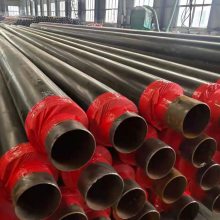
热水管道保温钢套钢保温管安装前,应仔细检查管道的规格、材质和设计是否符合要求,并按规定进行除锈、喷漆、管道防污和除锈。外护钢管与工作钢管之间一般采用滑动支架固定。下图为钢套钢蒸汽保温钢管焊接施工现场,工人们正在进行工作钢管的焊接,在内层工作钢管焊接好以后,滑动外护钢管对接。
热水管道保温钢套钢保温管焊接方法:
1、在铺设和标注的基础上,按照整流管材料、切割材料、坡口、分组、焊接、清除焊渣的程序进行焊管施工。
2、沟槽加工及清洗:切割沟槽的管道,一般采用氧乙炔火焰切割、气割后完成,用锉刀将氧化铁清除干净的管口。小直径管道尽可能地由砂轮切割。将斜角两侧20mm范围内的油、锈、水去除,***金属光泽,***边坡表面的缺陷,去除边坡内外。
3、在使用焊条和焊剂之前,应按说明书进行干燥,并在使用过程中保持干燥。
4、焊接施工应严格按照焊接作业指导书进行。焊接设备使用前必须进行检验,不合格的设备严禁进入施工现场。在焊接过程中进行自检、互检,做好焊接质量的过程控制。
5、组口前焊接:管道对接焊接接头,要实现内平,错误的侧壁不能超过标准。管组对接固化应由焊接相同管道的焊工进行。对接固化的电极或导线应与正规焊接的电极或导线相同。点焊长度为10-15mm,高度为2-4mm,应大于壁厚的2/3。管道焊缝表面无裂纹、孔洞和夹渣。当管道和配件固定时,焊区域不受恶劣环境(风雨)的影响。
6、防止弹坑裂纹,多层焊接实现夹层接头错开。每个焊缝都应尽快完成。当焊缝被打断时,应及时采取防止裂纹的措施,确保在继续焊接之前没有裂纹。
7、连接管道时,不允许进行强对准,特别是在与设备连接螺栓松动时,且对准部分应在正确的位置。
8、清理焊缝表面的焊渣,检查焊缝表面是否有气孔、裂纹、夹杂物等焊接缺陷。如果存在缺陷,应及时进行维修和维修记录。
聚氨酯保温管的原理及用途
聚氨酯保温钢管的结构
1.根据需要选择钢管的类型,成型后的钢管表面应先除锈。
2.用高压发泡机将硬质聚氨酯泡沫塑料原液一次性注入钢管与外保护层之间形成的空腔内,俗称“管中管发泡”。

3、预制成一定壁厚的黑色或黄色聚乙烯塑料管。其作用是保护聚氨酯绝缘层免受机械硬物的侵害,并防止腐蚀和进水。
聚氨酯发泡保温钢管用途:所以在工业里面使用的时候,能够不会受到其他方面的影响,其中酸碱影响是一个关键性方面,因为酸碱度本身的腐蚀性效果可以让本身材料的寿命减少很多,但是这种材料在抗酸碱度上面可以达到很好的效果
预制直埋保温钢管检测标准: 直埋保温管的时候是需要人们能够更好的去进行相应的预测,结合这样的一种非常典型化的方面去进行判断,比如这种材料的色泽方面去进行判断,因为不同材料本身的色泽方面是可以直接看出来加工的精炼的程度,还有的就是在外面所能够达到的一种非常典型化的感受,这才是最为核心的方面。
聚氨酯直埋保温管喷涂技术和性能要求介绍 聚氨酯属于保温节能材料,后期性能指标,都优于传统XPS、EPS外保温系统。保温系统技术随后得到了国家的重视,并且成立了聚氨酯建筑节约应用推广工作组 因为容易与其他材料粘结、燃烧不产生熔滴等优异性能。各地聚氨酯保温管厂家也认为具有质量轻、导热系数低、耐热性好和耐老化的特点
聚氨酯保温管的一个重点就是好防水,当然,这也是很多工地忽略的一个环节。
一步:从表面上推断,也就是在外观检验。焊接接头的外观检验是一种手续简单而又使用宽泛的检验方法,是成品检验的一个重要内容,紧要是发觉焊缝表面的缺陷和长短上的偏差。一样通过眸子观看,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面显现缺陷,焊缝以内便有存在缺陷的可能。
第二步:物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件以内缺陷情形的检查,一样都是采纳无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
第三步:受压容器的强度检验:受压容器,除进行密封性试探外,还要进行强度试探。常见有水压试探和气压试探两种。它们都能检验在压力下工作的容器和管道的焊缝精细性。气压试探比水压试探更为灵敏,同时试探后的产品不用排水处理,对于排水艰难的产品尤为适用。但试探的危险性比水压试探大。进行试探时,必须遵守相应的安全技术措施,以防试探过程中发生事故。
第四步:静水试探 每根钢管应做静水压试探而无渗漏现象,试探压力按下试计算 P=2ST/D 式中S—静水压试探的试探应力,静水试探的试探应力按相应钢带标准屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试探压力维持时间不少于5秒; D≥508试探压力维持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向进行X射线或超声波检验。对于可燃一般流体输送用螺旋焊缝应进行***SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等一般流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
在日常的使用与维护过程中,需要别注意对于发泡预制直埋保温管的防腐蚀工作的实施,避免出现泄漏等事情的发生。
直埋保温管道的阴维护在金属防腐蚀技术中,是电化学维护办法种。同其它直埋保温管防腐技术不样的是,它通过给被维护金属体施加电流,从而使被维护金属体的电电位负移,使金属失去了由原子态自觉变为离子情绪的趋势,因而从根本上按捺了腐蚀的发作。但这个进程必须在电解质中进行,因而埋地钢管道十分适合采纳阴维护。
阴维护与直埋保温管管道自身的防腐层相互补偿,防腐层的存在可大大减少阴维护所耗费的电流,而阴维护能够补偿防腐层齐备性方面的缺乏,从而在安性和经济性方面到达美满组合,是当前的防腐计划。
直埋保温管道钢套管的防腐蚀等应根据当地泥土腐蚀性等断定。当土直埋保温管壤的腐蚀性等为高时,防腐蚀等应思考增强,当泥土的腐蚀性等为中时,防腐蚀等应思考增强,当泥土的腐蚀性等为低时北京网站建设,防腐蚀等应思考样平常。
所以设计时肯定要搞清楚管线敷设段泥土的腐蚀等,以便防腐等优化。
聚氨酯保温管保温层破损会影响保温性能,所以需要及时有的进行修补与完善,很多人遇到此类情况不止如何下手,今天就为大家讲解下聚氨酯保温管保温层破损如何修补?
先把破损部分切除干净,然后买硬泡双组份聚氨酯浇注料,取适量混合均匀倒在破损的口上。其中如果破损的口朝下,就选用纸盒之类的,让其形成个腔体。聚氨酯固化时间很快15秒左右。
当然除了这些之外,聚氨酯保温管还经常性的会出现裂纹开缝的情况,这个时候就有下三种办法可以进行补救:
1、热气熔焊法:热气熔焊是借助来自空气泵冷空气经过塑料焊枪的枪芯后成为从喷蝇喷出版热空气,加热相体破损处和塑料焊条使它们熔化从而达到焊接与够补助囚酌的目的。
2、溶剂结合法:将适合用的塑料溶剂过胶泥均匀的粘合在粘合面上保持数秒钟,直到表现呈现粘性使两个面对台。为了充分的达到密合和理想的使用果应该适当的加压直至定型固化为止。根据粘合面的性质来填涂对粘稠的胶泥可以选择用刷子以及副刀或喷枪等。
3、点焊和胶接配合法:在进行点焊和胶接配合时不仅能把力分配的均匀,而且焊点能够起到加强的作用,有利于对裂纹和较长的裂纹或是较大的孔洞进行修补,修补中为了防止高温对胶接层的热破坏应先点焊后放接,焊点间距可以根据实际情况而***焊,后将胶接除清除干净再继续进行胶接。