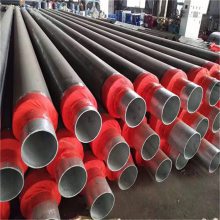
聚氨酯保温管壳具有很好地保温效果,同时具有强度高、绝热阻燃、耐寒、防腐、不吸水等特点,这些特点让它在管道中的应用越来越广泛。它的优势有很多,首先既然作为一种新型的保温材料,那么它的保温效果一定是好的。同时它的抗热性能和冲击性能都非常的好,具有很好的防水功能,其材料不含水,吸水率有非常低,能够很好的保护管道不被腐蚀,延长了管道的寿命。其次它也适合埋在地里敷设。
聚氨酯保温管有着其他的保温材料不可以比拟的热导率,较低的热导率***了该材料可以在多种复杂的环境中正常使用,不会因为恶劣的环境而导致该产品破损或者腐烂。稳定的化学性质***了该产品即使是在室外也不会轻易的变质,长时间的使用之后也可以不被其他的金属产品所腐蚀,有着很强大的机械强度。良好的延展性可以缓解外界施加的重力,而不会让产品自身发生破裂的现象,让产品加工起来更是简便。
热水管道保温钢套钢保温管道在建筑施工中得到广泛的使用和推广,并且在不断的进行完善和普及。钢套钢保温管道焊接工程施工在铺装、标志的基本上,按整流管原材料、激光切割原材料、坡口、***、焊接、排渣等工艺流程开展。钢套钢蒸汽保温管道的保温施工流程根据图纸要求确定保温管壁厚。根据管道保温材料选择合适的保温材料。钢套钢保温管输送普通蒸汽,温度一般在150-300度之间,保温层应为玻璃棉或岩棉。 蒸汽保温管规格厚度根据规格不同一般在35mm-120mm之间。 如果厚度已知,则外壳的规格也将已知。 因为空气层约20mm,所以可以计算出直径!
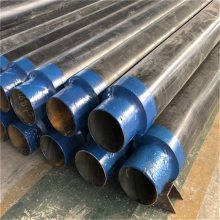
热水管道保温钢套钢保温管安装前,应仔细检查管道的规格、材质和设计是否符合要求,并按规定进行除锈、喷漆、管道防污和除锈。外护钢管与工作钢管之间一般采用滑动支架固定。下图为钢套钢蒸汽保温钢管焊接施工现场,工人们正在进行工作钢管的焊接,在内层工作钢管焊接好以后,滑动外护钢管对接。
热水管道保温钢套钢保温管焊接方法:
1、在铺设和标注的基础上,按照整流管材料、切割材料、坡口、分组、焊接、清除焊渣的程序进行焊管施工。
2、沟槽加工及清洗:切割沟槽的管道,一般采用氧乙炔火焰切割、气割后完成,用锉刀将氧化铁清除干净的管口。小直径管道尽可能地由砂轮切割。将斜角两侧20mm范围内的油、锈、水去除,***金属光泽,***边坡表面的缺陷,去除边坡内外。
3、在使用焊条和焊剂之前,应按说明书进行干燥,并在使用过程中保持干燥。
4、焊接施工应严格按照焊接作业指导书进行。焊接设备使用前必须进行检验,不合格的设备严禁进入施工现场。在焊接过程中进行自检、互检,做好焊接质量的过程控制。
5、组口前焊接:管道对接焊接接头,要实现内平,错误的侧壁不能超过标准。管组对接固化应由焊接相同管道的焊工进行。对接固化的电极或导线应与正规焊接的电极或导线相同。点焊长度为10-15mm,高度为2-4mm,应大于壁厚的2/3。管道焊缝表面无裂纹、孔洞和夹渣。当管道和配件固定时,焊区域不受恶劣环境(风雨)的影响。
6、防止弹坑裂纹,多层焊接实现夹层接头错开。每个焊缝都应尽快完成。当焊缝被打断时,应及时采取防止裂纹的措施,确保在继续焊接之前没有裂纹。
7、连接管道时,不允许进行强对准,特别是在与设备连接螺栓松动时,且对准部分应在正确的位置。
8、清理焊缝表面的焊渣,检查焊缝表面是否有气孔、裂纹、夹杂物等焊接缺陷。如果存在缺陷,应及时进行维修和维修记录。
管道的腐蚀是造成失水的重要因素:管道充水时混进了大量的溶解氧造成腐蚀;直埋管道的保温管壳脱节并受到地下水的长期浸湿造成腐蚀。

控制腐蚀的办法是:
(1)在选择直埋保温管时,定要注意其质量。而且地沟旦进水应立即组织人员进行抢修、排水、并打开井盖进行通风,这样可以使腐蚀的程度减少到。
(2)运行时尽量少***,***要经过处理。锅炉用水处理包括锅外化学处理和锅内加药处理。主要是提高给水PH值,这样可以防止给水系统中去化作用所造成的电化腐蚀,同时可以稳定氧化膜,当PH值达到8以上时,即可防止管道腐蚀的发生。
焊口开裂是失水的主要原因:由于地沟内管道支架下沉使管道弯曲变形而造成的管道破裂;由于每年开炉前要进行上水,而上水前管网内充满了空气,再加上上水时,水中溶解的空气分离出来,使系统产生了大量的气体,这时由于排气阀门缺少或排气阀门损坏,导致系统排气不及时,易产生水击现象。
为了避免以上这些现象的发生,供暖部门应注意以下两点:
(1)购买钢管时要注意管材的质量。施工时焊接质量要符合标准。
(2)每年开炉前系统上水时,应随时注意网络的压力,随时调节给水阀门,使网路的压力慢慢地上升。上水时应由回水管缓慢地上水,水流速不应过快。
私自放水现象严重:由于供暖期间,系统内循环的是热水,许多热用户私自放水或私自取用系统中热水,造成了系统内严重亏水。有些用户还私自加设散热器或水,窃用暖气系统中的热水。致使系统失水严重,***泵频繁***,容易造成设备的损坏。
聚氨酯保温管的一个重点就是好防水,当然,这也是很多工地忽略的一个环节。
一步:从表面上推断,也就是在外观检验。焊接接头的外观检验是一种手续简单而又使用宽泛的检验方法,是成品检验的一个重要内容,紧要是发觉焊缝表面的缺陷和长短上的偏差。一样通过眸子观看,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面显现缺陷,焊缝以内便有存在缺陷的可能。
第二步:物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件以内缺陷情形的检查,一样都是采纳无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
第三步:受压容器的强度检验:受压容器,除进行密封性试探外,还要进行强度试探。常见有水压试探和气压试探两种。它们都能检验在压力下工作的容器和管道的焊缝精细性。气压试探比水压试探更为灵敏,同时试探后的产品不用排水处理,对于排水艰难的产品尤为适用。但试探的危险性比水压试探大。进行试探时,必须遵守相应的安全技术措施,以防试探过程中发生事故。
第四步:静水试探 每根钢管应做静水压试探而无渗漏现象,试探压力按下试计算 P=2ST/D 式中S—静水压试探的试探应力,静水试探的试探应力按相应钢带标准屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试探压力维持时间不少于5秒; D≥508试探压力维持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向进行X射线或超声波检验。对于可燃一般流体输送用螺旋焊缝应进行***SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等一般流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。