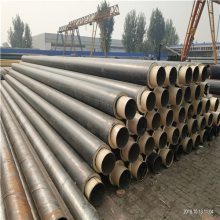
一、蒸汽保温管道保温层结构
蒸汽保温管道钢套钢保温钢管保温层是越厚越好吗?答案是否定的,下面为你们介绍下一个钢套钢保温管多厚才是合适的?以至于能发挥它的作用。保温管是一种既防腐又保温的管道,具有优异的保温性能,在施工中得到了广泛的应用和推广,并得到不断的改进和推广。
管道保温的作用不仅与保温层的厚度有关,而且与保温层的密度和质量密切相关!***中有详细的规定,具体问题需要详细分析,设计院会对不同的应用环境进行合理的规划,以避免无意义的盲目加厚破坏保温材料的运行成本。比如用于高温蒸汽钢套钢保温钢管主要针对蒸汽温度在400℃以上的,在这种情况下均选用钢套钢复合结构,有硅酸铝+硅酸钙+聚氨酯型,其间硅酸铝薄为20mm,厚的有50mm左右。硅酸钙至少50mm,有的客户要求是两层硅酸钙,这就需求错缝加工以避免热传递,根据实际需要来设计厚度。
二、蒸汽保温管道加工类型和方法
保温管有不同的保温结构,保温材料可以采用硅酸钙,高密度聚氨酯、硅酸铝针刺毯、岩棉、玻璃棉,橡塑等,采用高密度聚乙烯管、高强度玻璃管和螺旋钢管作为外保护管,不同的加工方法决定了保温钢管具有不同的功能和功能,其应用范围也会随之变化。
三、蒸汽保温管道特性和用途
由于保温管保温性能好,热损失仅为传统钢管的25%,不仅节省了大量电力,而且明显降低了电力成本,它具有较强的防水、耐腐蚀能力,可直接埋于地下或水中。即使在低温下,它也具有优良的耐腐蚀和抗冲击性能。它可以直接埋在冻土层,使用寿命长,大大降低了管网维修和更新的成本。甚至可以自动检测和指示故障报警,因此,保温钢管适用于热水、高温、腐蚀性化工泵、油泵等保温管道离心泵系列产品。具有效***、节能、声音低、功能可靠等优点。
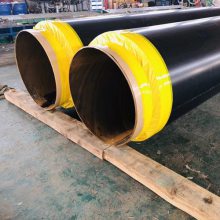
热水管道保温钢套钢保温管道在建筑施工中得到广泛的使用和推广,并且在不断的进行完善和普及。钢套钢保温管道焊接工程施工在铺装、标志的基本上,按整流管原材料、激光切割原材料、坡口、***、焊接、排渣等工艺流程开展。钢套钢蒸汽保温管道的保温施工流程根据图纸要求确定保温管壁厚。根据管道保温材料选择合适的保温材料。钢套钢保温管输送普通蒸汽,温度一般在150-300度之间,保温层应为玻璃棉或岩棉。 蒸汽保温管规格厚度根据规格不同一般在35mm-120mm之间。 如果厚度已知,则外壳的规格也将已知。 因为空气层约20mm,所以可以计算出直径!

热水管道保温钢套钢保温管安装前,应仔细检查管道的规格、材质和设计是否符合要求,并按规定进行除锈、喷漆、管道防污和除锈。外护钢管与工作钢管之间一般采用滑动支架固定。下图为钢套钢蒸汽保温钢管焊接施工现场,工人们正在进行工作钢管的焊接,在内层工作钢管焊接好以后,滑动外护钢管对接。
热水管道保温钢套钢保温管焊接方法:
1、在铺设和标注的基础上,按照整流管材料、切割材料、坡口、分组、焊接、清除焊渣的程序进行焊管施工。
2、沟槽加工及清洗:切割沟槽的管道,一般采用氧乙炔火焰切割、气割后完成,用锉刀将氧化铁清除干净的管口。小直径管道尽可能地由砂轮切割。将斜角两侧20mm范围内的油、锈、水去除,***金属光泽,***边坡表面的缺陷,去除边坡内外。
3、在使用焊条和焊剂之前,应按说明书进行干燥,并在使用过程中保持干燥。
4、焊接施工应严格按照焊接作业指导书进行。焊接设备使用前必须进行检验,不合格的设备严禁进入施工现场。在焊接过程中进行自检、互检,做好焊接质量的过程控制。
5、组口前焊接:管道对接焊接接头,要实现内平,错误的侧壁不能超过标准。管组对接固化应由焊接相同管道的焊工进行。对接固化的电极或导线应与正规焊接的电极或导线相同。点焊长度为10-15mm,高度为2-4mm,应大于壁厚的2/3。管道焊缝表面无裂纹、孔洞和夹渣。当管道和配件固定时,焊区域不受恶劣环境(风雨)的影响。