薄壁1820螺旋管 重庆大口径螺旋管 重庆螺旋管防腐用于固定对接边缘的焊缝。大口径螺旋钢管焊缝表面要求大口径螺旋钢管焊缝外形应均匀规整,过渡平缓,焊缝表面不得有断弧,烧穿,裂纹,结疤,折叠,弧坑等缺陷。钢带对头焊焊缝:就是螺旋缝钢管上钢板或钢带头尾相接的焊缝。焊焊缝:就是把终施焊前。提高挤出温度,熔体压力下降,熔体延伸性增加,防腐层不易分层,但会消耗更多的抗氧剂而不利于老化性能,焊道厚度也不易保持。提高温度降低了出口膨胀,因而取向程度减小,对降低纵横向性能偏差有益。提高钢管线速度,相当于提高了单位时间的防腐面积(提高了产量),也不易使防腐层分层。但高速快速的熔体延伸增加了取向程度,也必然使纵横向性能偏差增加。纵横向性能差异大说明内应力大,对耐环境应力开裂性能极为不利。
重庆鹏乾商贸有限公司是一家集生产贸易于一体的无缝管大型流通企业,常年经销攀钢(成都)集团、新冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大钢厂生产的各种无缝钢管、合金管、不锈钢管。现已形成常年库存保有量10000吨以上,900余种规格。所售产品均执行***,适用于工程、煤矿、纺织、电力、锅炉、机械、***等各个领域。多年来,我公司本着“质优,守约重誉”的经营理念和服务宗旨为广大客户提供质优价廉的产品和售后服务,得到了各界新老用户的支持和赞誉。优质的产品、低廉的价格享誉全国30多个省、市、自治区,产品出口欧洲、南美等十多个国家。我公司***:在同等的质量下,***以的价格,最完善的服务,的信誉来答谢各界朋友的支持和厚爱。 
所以中间层与面层也具有很好的粘结性能。聚面层的主要作用是起机械保护与防腐作用,与传统的二层结构聚防腐层具有同样的作用。钢条能够在杰出的通风环境下进行保留放置。可是有必要下面垫底和上面盖着的保护膜。***点即是一些易腐蚀的金属和一些小型的方才,还有各种热轧冷轧技术的钢材都能够寄存入库。第三点即是保留螺旋钢管的场所条件,需求清洁干净,排水晓畅,没有有害气体和粉尘的当地,没有任何杂草之类的东西,要保持钢材的洁净度。第四点是有些螺旋钢管能够露天寄存。比如说大型的型钢,钢轨之类的。螺旋钢管有着杰出的热稳定性能主要有:点一些中小型的钢管第五点即是在寄存螺旋钢管厂的仓库里不能有任何腐蚀性东西存在,不一样钢材应分类放置。公司常备材质无缝钢管: 10#、20#、45#、16Mn、20G、27SiMn
合金管: 15CrMoG、12Cr1MoVG、35CrMo、Cr5Mo、10CrMo910、T91
不锈钢管: 304、304L、316、316L、321等
石油套管: API-5CT J55/K55、N80、L80、P110
管线管: API-5L B级X42、X52、X65
美标钢管: ASTM A106B(中低压流体管) A106C(高压锅炉管)
执行国标: GB/T8162-2008(结构管)、GB/T8163-2008(流体管)、GB3087-2008(低中压锅炉管)、GB5310-1995(高压锅炉管)、GB6479-2000(化肥专用管)、GB5312-99(船舶管)等。
公司精神:创新是永恒的主题,超越是不懈的追求!
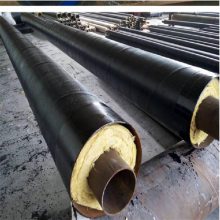
薄壁1820螺旋管 重庆大口径螺旋管 重庆螺旋管防腐旋转了古板地沟敷设供热管道“穿湿棉袄”的环境,大大增进了供热管道的整体热花消,热网热损失为2%,小于海外10%的规范乞请。3防腐,绝缘功用好,把持寿命长。加之防腐层和表面防水功用好的高密度聚或玻璃钢珍爱壳因为E硬质泡沫防腐层严密地粘结在钢管外皮。重庆螺旋管生产过程螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.主要生产流程如下:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
重庆螺旋管简述
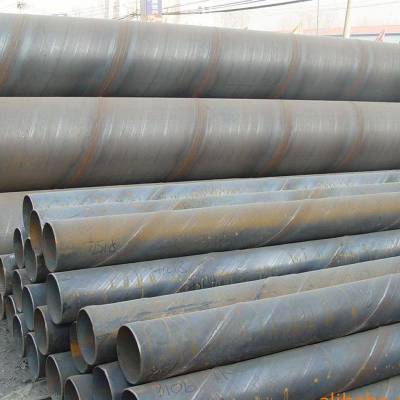
大口径螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢管。螺旋钢管是用钢带经过弯曲成型,然后经焊接制成。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为12米,常要求定尺交货。螺旋钢管的规格用公称口径表示(毫米),公称口径与实际不同,按规定壁厚有普通钢管和加厚钢管两种。
重庆螺旋管材质
国内常用材质为:Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245 L290 X42 X46 X70 X80
重庆螺旋管用途
螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
薄壁1820螺旋管 重庆大口径螺旋管 重庆螺旋管防腐断绝了氛围和水的浸透,能起到低劣的防腐感染。同时它的发泡孔都是闭合的,吸水性很小。高密度聚外壳,玻璃钢外壳均具备低劣的防腐,绝缘和凝滞功用。使端面垂直度,坡口角和钝边得到准确控制。重庆螺旋管埋弧焊接过程螺旋钢管焊接方式为埋弧焊,成型工艺,前摆式断续生产,机组速度,0.5--3m/min,焊接速度,0.5--3m/min。机组由开卷机,矫正机,对中装置,液压剪,铣焊机,圆盘剪,铣边机,板面清扫设备,递送机,板边预弯设备,成型机,内焊,外焊,飞边,拨出,倒渣,补焊,平头倒棱,水压检验,成品检验,除油收集组成。管端机械加工螺旋钢管的埋弧焊接全过程如下:。
重庆螺旋管生产过程
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.主要生产流程如下:
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
采用外控或内控辊式成型。
采用焊缝间隙控制装置来***焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
焊完的焊缝均经过在线连续超声波自动伤仪检查,***了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
熔体压力下降,熔体延伸性增加,防腐层不易分层,但会消耗更多的抗氧剂而不利于老化性能,焊道厚度也不易保持。提高温度降低了出口膨胀,因而取向程度减小,对降低纵横向性能偏差有益。提高挤出温度提高钢管线速度对耐环境应力开裂性能极为不利。专门用途的碳素钢, 例如:桥梁钢,船用钢等,基本上采用碳素结构钢的表示方法,但在钢号后附加表示用途的字母。重庆螺旋管优质碳素结构钢钢号开头的两位数字表示钢的碳含量,以均匀碳含量的万分之几表示,例如均匀碳含量为0.45%的钢, 钢号为“45”,它不是顺序号,所以不能读成45号钢。采用空气等离子切割机将钢管切成单根。
切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况。钢带的镰刀弯是造成钢管错边的主要因素。在螺旋焊管成型中通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。